ความสูญเสีย 7 ประการ (7 Waste)
7 Waste
สภาวะการแข่งขันที่ทวีความรุนแรงขึ้นในโลกทุกวันนี้ ส่งผลให้ธุรกิจอุตสาหกรรมต่างๆ ต้องแสวงหาวิถีทางในการปรับปรุงการผลิต เพื่อลดต้นทุนและทำกำไรได้มากขึ้น
ความสูญเสีย 7 ประการ เป็นความสูญเสียที่แฝงอยู่ในกระบวนการผลิต ซึ่งทำให้ต้นทุนการผลิตสูงเกินกว่าที่ควรจะเป็น ทำให้เกิดการล่าช้าในการผลิต ผู้ปฏิบัติงานต้องเสียเวลาในการแก้ปัญหาแทนที่จะสามารถใช้ช่วงเวลานั้นในการปฏิบัติงานให้ได้ผลงานที่มีคุณภาพ หรือคิดสร้างสรรค์ เพื่อพัฒนางานให้ดียิ่งขึ้น จึงจำเป็นที่จะต้องเรียนรู้ว่ามีความสูญเสียใดบ้างอยู่ในกระบวนการของเรา และจะทำอย่างไรเพื่อที่จะขจัดความสูญเสียนั้นให้หมด
1 ความสูญเสียเนื่องจากการผลิตมากเกินไป
ความพยายามในการใช้เครื่องจักรและพนักงานในการผลิตให้มากที่สุด โดยไม่คำนึงถึงความสามารถในการรับงานต่อ จะทำให้เกิดผลเสียตามมาคือ เมื่อแต่ละสถานีงานที่จำเป็นต้องทำงานต่อเนื่องกัน ไม่สามารถผลิตงานได้อย่างสมดุลก็จะเกิดงานที่ต้องรอการผลิต(งานระหว่างกระบวนการผลิต) ยิ่งทำการผลิตมากเท่าไร ก็จะยิ่งเพิ่มงานระหว่างกระบวนการผลิตกองรอมากขึ้นเท่านั้น ซึ่งจะนำไปสู่ปัญหา
1.1 เกิดความต้องการพื้นที่ในการจัดเก็บ ทำให้สูญเสียพื้นที่ทำงานส่วนหนึ่งไป ทำให้การขนย้าย / ขนส่ง ทำได้ลำบาก การควบคุมเครืองจักรและการซ่อมแซมทำได้ไม่สะดวก เมื่อมีงานระหว่างกระบวนการผลิตมากจนไม่สามารถเก็บไว้ในบริเวณทำงานแล้วจะต้องหาพื้นที่เพื่อเก็บงานระหว่างกระบวนการผลิตชั่วคราว ซึ่งเป็นการใช้พื้นที่อย่างไม่คุ้มค่าและต้องเสียค่าใช้จ่ายเพิ่ม
1.2 ความไม่ปลอดภัยในการทำงาน หากการจัดเก็บงานระหว่างกระบวนการผลิตไม่เป็นระเบียบ หรือไม่มั่นคงพอ ก็อาจทำให้เกิดอุบัติเหตุได้ซึ่งสร้างความเสียหายให้กับทั้งคนและทรัพย์สิน
1.3 เกิดการขนย้ายไปเก็บชั่วคราวเมือ่ใช้ไม่หมด หรือมีการเปลี่ยนคำสั่งผลิต ทำให้เสีย แรงงาน เวลา และเครื่องจักรในการขนย้าย โดยที่ไม่ก่อมูลค่าเพิ่มต่องานนั้นเลย
1.4 ของเสียจากกระบวนการก่อนหน้าไม่ได้รับการแก้ไขทันที เพราะค้างอยู่ในงานระหว่างกระบวนการผลิต การที่เราทำการผลิตแต่ละครั้งในปริมาณมากๆ กว่าจะถึงกระบวนการผลิตถัดไปหรือถูกตรวจสอบ ซึ่งในช่วงเวลานั้นเครื่องจักรเดิมก็จะผลิตงานเสียเพิ่มขึ้นอีก จนกว่าจะมีการพบของเสียที่อยู่ในงานระหว่างกระบวนการผลิตและมีการายงานกลับมาเพื่อการแก้ไข ซึ่งการผลิตของเสียจะเป็นการเสียทั้งเวลา วัตถุดิบ แรงงาน พลังงานโดยเปล่าประโยชน์
1.5 ต้นทุนวัสดุ แรงงาน ค่าโสหุ้ยที่ใช้ไปแล้วในการผลิตจม
1.6 ปิดบังปัญหาต่างๆ ในกระบวนการผลิต เช่นใช้เวลานานในการปรับตั้งเครื่องจักร หรือเครื่องจักรเสีย เพราะเมื่อเกิดปัญหาเหล่านี้ขึ้น ก็ยังไม่เห็นผลกระทบต่อกระบวนการผลิตมากนัก เนื่องจากมีงานระหว่างกระบวนการผลิตสำรองไว้มาก จึงเป็นการใช้เครื่องจักรอย่างไม่คุ้มค่า และต้องเสียค่าใช้จ่ายมากเกินความจำเป็น เช่นค่าใช้จ่ายและเวลาที่ต้องเสียไปในการซ่อมเครื่องจักร
1.7 ใช้เวลาในการผลิตนาน เพราะเมื่อทำการผลิตแต่ละครั้งในปริมาณมาก ซึ่งบางครั้งเป็นสินค้าที่ลูกค้าไม่ต้องการ จึงทำให้ลูกค้าได้รับสินค้าช้า และอาจทำให้ลูกค้าไม่พอใจ
แนวทางในการปรับปรุง
1 กำจัดจุดคอขวด โดยการศึกษาเวลาการทำงานของแต่ละขั้นตอนในการผลิตว่าทำงานสมดุลกันหรือไม่ หากพบว่าขั้นตอนใดมีกำลังการผลิตต่ำกว่าขั้นตอนอื่นๆก็ให้จัดการแก้ไข
2 ผลิตแต่ละชิ้นงานที่ต้องกรในปริมาณที่ต้องการเท่านั้น ซึ่งจะทำให้งานระหว่างกระบวนการผลิตลดลงได้
3 พนักงานต้องดูแลบำรุงรักษาเครื่องจักรให้อยู่ในสภาพพร้อมใช้งานอยู่เสมอ หากเครื่องจักรของเรามีสภาพทรุดโทรมต้องซ่อมแซมบ่อย นอกจากจะเสียเงินและเวลาในการซ่อมแซมแล้ว ยังทำให้เราผลิตของได้ล่าช้าไม่ทันความต้องกาของลูกค้า หรือสินค้าที่ผลิตออกมามีคุณภาพต่ำ
4 กำหนดการผลิตในแต่ละ lot ให้น้อยลง
5 ลดเวลาตั้งเครื่องโดยปรับปรุงวิธีการทำงานและจัดลำดับขั้นตอนการทำงานให้เหมาะสม จัดเตรียมอุปกรณ์ให้พร้อมเพื่อลดเวลาในการหาสิ่งของ
6 ฝึกพนักงานให้มีทักษะหลายอย่างในการปฏิบัติงาน เพื่อให้ทำงานได้หลายหน้าที่ เมื่อมีการเร่งด่วนก็สามารถย้ายไปช่วยสถานีอื่น อันจะทำให้การผลิตเป็นไปอย่างต่อเนื่องและลดปัญหาการผลิตที่ไม่เหมาะสมลงได้
2 ความสูญเสียเนื่องจากการเก็บวัสดุคงคลังที่ไม่จำเป็น(แนวคิดเดิม คิดว่าการเก็บวัสดุคงคลังเพื่อเป็นการประกันว่ามีวัสดุสำหรับการผลิตเพียงพออยู่ตลอดเวลาและได้ส่วนลดด้านราคา) แต่ความจริงแล้วก่อให้เกิดความสูญเสียตามมาได้แก่
2.1 ต้องใช้พื้นที่ในการเก็บรักษาวัสดุคงคลัง แทนที่จะใช้พื้นที่ส่วนนี้ไปในการผลิตเพื่อให้ได้สินค้าออกมา
2.2 ต้นทุนวัสดุจม ยิ่งระยะเวลาที่วัสดุอยู่ในโรงงานนานมากเท่าไร ต้องเสียดอกเขี้ยเพิ่มมากขึ้นเท่านั้น
2.3 วัสดุเกิดการเสื่อมคุณภาพถ้าขาดการจัดเก็บแบบเข้าก่อนออกก่อน(First-In-First-Out)
2.4 เกิดความซ้ำซ้อนในการสั่งซื้อ ถ้าควบคุมปริมาณและตำแหน่งที่จัดเก็บไม่ถูกต้อง
2.5 ต้องการแรงงานในการจัดการเป็นจำนวนมาก เพื่อทำการควบคุมการรับ-จ่าย ตลอดจนดแล
2.6 เมื่อมีการเปลี่ยนแปลงคำสั่งผลิตก็จะเกิดวัสดุตกค้างอยู่ในคลังเป็นจำนวนมากโดยที่ยังไม่รู้ว่าจะมีความต้องกาใ้อีกเมื่อไร
แนวทางในการปรับปรุง
1 กำหนดจุดต่ำสุดและสูงสุดในการจัดเก็บวัสดุแต่ละชนิด
2 ใช้การควบคุมด้วยการมองเห็นเพื่อช่วยในการจัดเก็บและหยิบใช้ เช่น สี แผ่นป้าย
3 การควบคุมปริมาณการสั่งซื้อจากอัตราการใช้ด้วยระบบที่ง่ายที่สุด
4 ปรับปรุงระบบการจัดเก็บให้มีลักษณะเข้าก่อนออกก่อน
3 ความสูญเสียเนื่องจากการขนส่ง
การขนส่ง หมายถึงกิจกรรมที่ทำให้วัสดุต่างๆ ภายในโรงงานเกิดการเคลื่อนย้ายเปลี่ยนแปลงสถานที่ เพื่อให้สามารถดำเนินการผลิตไปได้อย่างต่อเนื่อง ทั้งนี้ไม่รวมถึงการขนส่งที่เกิดภายนอกโรงงาน
บ่อยครั้งที่พบว่าหากเราไม่การควบคุมการขนส่งก็จะเกิดสูญเสียขึ้น เช่นการขนย้ายซ้ำซ้อน หรือใช้เส้นทางการขนส่งที่ไม่เหมาะสม ซึ่งยิ่งจะทำให้ต้นทุนการนส่งเพิ่มขึ้นไปอีก
ปัญหาที่เกิดขึ้นเนื่องจากการขนส่ง
3.1 เกิดต้นทุนการขนส่ง เช่นแรงงานคน พลังงาน
3.2 วัสดุเสียหายจากการตกหล่น
3.3 วัสดุเกิดการสูญหายและตกหล่นไประหว่างทางที่ทำการขนส่ง
3.4 อุบัติเหตุ
3.5 สูญเสียเวลาในการผลิต ถ้าการขนส่งไม่ทันต่อการผลิต พนักงานในหน่วยงานนั้นก็จะต้องเสียเวลารอคอยโดยที่ไม่ได้สร้างงานให้เกิดขึ้น ซึ่งทำให้ผลงานออกมาล่าช้า
แนวทางการปรับปรุง
1 วางผังเครื่องจักรให้ใกล้
2 พยายามลดการขนส่งซ้ำซ้อนกัน
3 ใช้อุปกรณ์ในการขนถ่ายที่เหมาะสม
4 ความสูญเสียเนื่องจากการผลิตของเสีย/แก้ไขงานเสีย
ปัญหาที่เกิดขึ้นเนื่องจากการผลิตของเสีย
4.1 ต้นทุนสูญไปโดยเปล่าประโยชน์
4.2 เสียเวลา ที่ควรจะใช้ในการผลิตสินค้าดีไป หรือใช้เวลาไม่คุ้มค่าและใช้เวลานานกว่าจะผลิตสินค้าที่มีคุณภาพได้ครบตามจำนวนที่ต้องการ
4.3 ต้องปรับเปลี่ยนแผนการผลิต ในกรณีที่เกิดของเสียขึ้นมากกว่าปริมาณที่เผื่อไว้ ทำให้กำหนดการผลิตสินค้าอื่นต้องเลื่อนออกไป ส่งผลกระทบทำให้ลูกค้าได้สินค้าไม่ตรงตามกำหนด
4.4 เกิดการทำงานซ้ำเพื่อแก้ไขงาน ต้องใช้แรงงานในการแยกของดี/เสียออกจากกัน ตลอดจนการผลิตสินค้านั้นใหม่
4.5 สัมพันธภาพระหว่างแผนกไม่ดี เนื่องจากได้รับชิ้นงานเสียหรือโยนความผิด
4.6 สิ้นเปลืองสถานที่ในการจัดเก็บและกำจัดของเสีย
วิธีที่เราใช้ในการค้นหาของเสียหรือปรับปรุงคุณภาพคือ วิธีการตรวจสบ แต่วิธีนี้ไม่สามรถขจัดสาเหตุของการผลิตของเสียได้ เพียงแต่เป็นขั้นตอนในการเลือกของเสียออกจากกระบวนการเท่านั้น ต้นทุนที่เกิดขึ้นจากการผลิตของเสียก็ยังคงอยู่ และหากตรวสอบไม่รัดกุมพอ ก็อาจมีของเสียหลุดรอดไปถึงมือลูกค้า ซึ่งจะทำให้เกิดปัญหาตามมา
การปรับปรุง
1 มีมาตรฐานของงาน,วัสดุที่ถูกต้อง
2 พนักงานต้องปฏิบัติงานให้ถูกต้องตามมาตรฐานตั้งแต่แรก
3 อบรมพนักงานให้มีความรู้ความเข้าใจและสามารถปฏิบัติงานได้ตรงตามมาตรฐานที่กำหนด
4 ดัดแปลงอุปกรณ์ให้สามารถป้องกันความผิดพลาดจากการทำงาน
เช่นการดัดแปลงอุปกรณ์ให้ไม่สามารถใช้งานได้ หากชิ้นงานไม่สมบูรณ์
5 ตั้งเป้าหมายให้ผลิตของเสียเป็นศูนย์
6 ให้มีการตอบสนองข้อมูลทางด้านคุณภาพอย่างรวดเร็ว ยิ่งเราสามารถทราบถึงสิ่งผิดปกติที่เกิดขึ้นในกระบวนการได้เร็วมาก เท่าไร การแก้ไขก็จะง่ายขึ้นเท่านั้นและยังช่วยลดปริมาณการผลิตของเสียในลักษณะซ้ำๆ กันให้น้อยลงด้วย
7 ปรับปรุงการออกแบบผลิตภัณฑ์เพื่อให้เหมาะสมกับการใช้งานและการผลิต
8 บำรุงรักษาเครื่องมือเครื่องจักรให้อยู่ในสภาพดี
5 ความสูญเสียเนื่องจากกระบวนการผลิตที่ขาดประสิทธิผล
เราสามารถปรับปรุงหรือแก้ไขกระบวนการผลิตให้ดียิ่งขึ้นได้อีกมากมาย แต่บางครั้งความเคยชินกับกระบวนการผลิตที่เป็นอยู่ ทำให้เรามองข้ามความบกพร่อง/ความสูญเสียที่แฝงอยู่ในกระบวนการ ซึ่งทำให้เราพลาดโอกาสในการปรับปรุงไปอย่างน่าเสียดาย
ปัญหาที่เกิดจากกระบวนการผลิตที่ขาดประสิทธิผล
5.1 เกิดต้นทุนที่ไม่จำเป็น
5.2 เสียเวลาในการเตรียมและการผลิตที่ไม่จำเป็น
5.3 มีงานระหว่างกระบวนการผลิตมาก
5.4 สูญเสียพื้นที่ในการทำงาน ความคล่องตัวในการทำงานลดน้อยลง
การปรับปรุง
1 ปรับปรุงการออกแบบผลิตภัณฑ์และเลือกใช้วัสดุที่เหมาะสมเพื่อให้ง่ายต่อการผลิตและการใช้งาน
2 วิเคราะห์การทำงานเพื่อแบ่งประเภทขั้นตอนทั้งหมดในกระบวนการว่าจัดอยู่ในงานประเภทใดใน 5 ประเภทได้แก่ การปฏิบัติงาน การขนย้าย การเก็บ การตรวจเช็ค การล่าช้า จากนั้นจึงศึกษาเฉพาะขั้นตอนที่ไม่เหมาะสม เพื่อหาวิธีปรับปรุงหรือแก้ไขต่อไป
3 ใช้หลักการ 5 W 1 H คือการถามเพื่อวิเคราะห์ความจำเป็นของแต่ละขั้นตอนในกระบวนการผลิต ซึ่งประกอบด้วยคำถามหลัก 6 คำถามคือ
What ? ทำอะไร ? ทำไมต้องทำ ? ทำอย่างอื่นได้ไหม?
When?
Where?
Who?
How?ทำอย่างไร? ทำไมต้องทำอย่างนั้น? ทำวิธีอื่นได้หรือไม่
Why?
4 ใช้หลักการ ECRS ในการปรับปรุงงาน
E= Eliminate
C= Combine
R= Re-arrange
S= Simplify
5 ลด Set-up time ของเครื่องจักรให้ใช้เวลาน้อยที่สุด
6 ความสูญเสียเนื่องจากการรอคอย
ในกระบวนการผลิตจะประกอบด้วยขั้นตอนงานหลายๆ ขั้นตอน หากไม่มีการจัดการและควบคุมปัจจัยต่างๆ ที่มีผลต่อการทำงานที่ดีพอ ก็จะทำให้กระบวนการผลิตขาดสมดุลไป ซึ่งจะทำให้เกิดการรอคอยส่งผลให้การผลิตเป็นไปอย่างล่าช้า การส่งมอบสินค้าไม่ทันกำหนด
ปัญหาที่เกิดจากการรอคอย
6.1 เสียเวลา
6.2 เกิดต้นทุนค่าเสียโอกาส
6.3 ขวัญและกำลังใจต่ำ เพราะเกิดความไม่แน่นอนในกระบวนการผลิต ทำให้พนักงานไม่ทราบถึงแผนงานและเป้าหมายในการปฏิบัติงาน
การปรับปรุง
1 วางแผนการผลิต
2 บำรุงรักษาเครื่องจักร
3 ลดเวลาการตั้งเครื่องจักร
4 จัดสรรงานให้มีความสมดุลในแต่ละขั้นตอนงาน
5 ฝึกให้พนักงานมีทักษะหลายด้าน
7 ความสูญเสียเนื่องจากการเคลื่อนไหว
การเคลื่อนไหวด้วยท่าทางที่ไม่เหมาะสม หรือการทำงานกับเครื่องมือ เครื่องใช้ อุปกรณ์ที่มีขนาด น้ำหนัก หรือสัดส่วนที่ไม่เหมาะสมกับร่างกายของผู้ปฏิบัติงานเป็นเวลานานๆ ก็จะทำให้เกิดความเมื่อยล้าต่อร่างกาย และยังทำให้เกิดความล่าช้าในการทำงานอีกด้วย
ปัญหาจากการเคลื่อนไหว
7.1 เกิดระยะทางในการเคลื่อนที่ ต้องใช้เวลาในการหยิบงานที่วางอยู่ใกล้ตัว ทำให้สูญเสียเวลาใการผลิต พนักงานเกิดความเมื่อยล้าประสิทธิภาพในการทำงานต่ำลง นนอกจากนี้ยังอาจทำให้ชิ้นงานเสียหายหากเกิดการตกหล่น
7.2 เกิดความล้าและความเครียด
7.3 อุบัติเหตุ เนื่องจากความระมัดระวังในการทำานน้อยลง
7.4 เสียเวลาและแรงงานในการทำงานที่ไม่จำเป็ร เพราะการเคลื่อนไหวที่ใช้ระยะทางมากเกินความจำเป็น
การปรับปรุง
1 ศึกษาการเคลื่อนที่ ให้เกิดการเคลื่อนไหวน้อยที่สุด
2 จัดสภาพแวดล้อมในการทำงานให้เหมาะสม เช่น แสงสว่าง อุณหภูมิ เสียงที่เหมาะสมต่อการทำงาน
3 ปรับปรุงเครื่องมือและอุปกรณ์ให้มีขนาด ความสูง น้ำหนัก เหมาะสมกับสภาพร่างกายของผู้ปฏิบัติงาน
4 ทำอุปกรณ์ช่วยในการจับยึดชิ้นงาน เพื่อให้สามารถทำงานได้อย่างสะดวกรวดเร็วมากยิ่งขึ้น
6 ออกกำลังกาย
Adhesion การยึดติด
ลักษณะการยึดติดของสองสิ่งที่แตกต่างกัน เกิดจากแรงทางเคมีหรือทางกายภาพหรือทั้งสองอย่าง เช่น ยางคงรูปยึดติดกับโลหะ เป็นต้น
Durometer เครื่องมือวัดความแข็ง
เครื่องมือวัดความแข็งของยางและพลาสติก ความแข็งของยางคือความต้านทานต่อการกดของยางโดยแท่งเหล็ก ลูกบอลหรือหัวเข็มที่ใช้กด เครื่องมือที่นิยมใช้กันมากที่สุดในการหาความแข็งของยาง คือ Durometer ซึ่งมีหลายสเกลให้เลือกใช้งานขึ้นกับช่วงความแข็ง มีตั้งแต่ 00, 0, A, B, C, D แต่สเกล A เหมาะสำหรับการหาค่าความแข็งของยาง การอ่านค่าในแต่ละสเกลจะมีตั้งแต่ 0-100 และเป็นการทดสอบแบบไม่ทำลายชิ้นงานนอกจากนั้นยังมีความสัมพันธ์กับสมบัติอื่น เช่น ความต้านแรงดึง (tensile strength) การกระเด้งกลับ (resilience) (ASTM D-2240 )
Hardness ความแข็ง
ความสามารถของวัสดุในการต้านทานต่อการกด สำหรับยางนิยมทดสอบแบบ Durometer มีหน่วยความแข็งเป็น Shore A ( ASTM D 2240) หรือการทดสอบแบบ IRHD มีหน่วยความแข็งเป็น IRHD (ISO 48)
Tensile tester เครื่องมือทดสอบความต้านแรงดึง
เครื่องมือทดสอบความต้านแรงดึง เป็นเครื่องมือวัดสมบัติความต้านแรงดึงของยางคงรูป ซึ่งสมบัติความต้านแรงดึงเป็นสมบัติเชิงกลพื้นฐานที่โรงงานอุตสากรรมยางส่วนใหญ่นิยมใช้เป็นตัวกำหนดคุณภาพหรือสเปคของผลิตภัณฑ์ วิธีการวัด คือ จะให้แรงดึงกับชิ้นงานตัวอย่างจนกระทั่งชิ้นงานขาด วัดความต้านแรงดึงสูงสุด ณ จุดขาด (tensile strength) และสามารถบอกได้ว่าชิ้นงานเกิดการเปลี่ยนแปลงรูปร่างโดยยืดไปกี่เปอร์เซ็นต์ (elongation at break) วิธีการวัดและชิ้นงานที่ใช้จะต้องทำตามมาตรฐานที่กำหนด เช่น ISO 37 หรือ ASTM D 412
Elongation การยืดตัว
ความสามารถของยางคอมพาวด์ที่จะยืดออกได้โดยไม่เกิดการแตกหักเสียหาย โดยที่เรามักจะวัดค่า “ultimate elongation – การยืดสูงสุด” หรือ “elongation at break – การยืด ณ จุดขาด” โดยจะแสดงค่าเป็นร้อยละของความยาวเดิม ซึ่งจะเกิดขึ้นทันทีที่มีการขาดของผลิตภัณฑ์ยาง วิธีทำสามารถหาได้จาก ISO 37 หรือ ASTM D-412
Tensile strength ความต้านแรงดึง
ความเค้นดึงสูงสุดที่ชิ้นงานทดสอบรับได้จนชิ้นงานเกิดการขาดในการทดสอบแรงดึง
Tensile stress ความเค้นดึง
แรงต่อหน่วยพื้นที่ที่ทำให้ชิ้นวัสดุหรือบางบริเวณของชิ้นวัสดุมีแนวโน้มที่จะยืดตัวออกตามแนวแรงดึง
Modulus มอดุลัส
อัตราส่วนระหว่างความเค้นต่อความเครียดในช่วงเส้นตรงของกราฟจากการทดสอบแรงดึงหรือแรงอัด รู้จักกันในชื่อของ Young’s modulus
Strain ความเครียด
อัตราส่วนระหว่างขนาดของวัสดุที่เปลี่ยนไปกับขนาดเดิม (เช่น ความยาวที่ยืดหรือหดไปเทียบกับความยาวเดิม)
Stress ความเค้น
แรงที่กระทำต่อหน่วยพื้นที่ในเนื้อของสสารและวัสดุ มีหลายประเภท เช่น แรงดึง แรงกด แรงเฉือน เป็นต้น สามารถคำนวณได้จาก แรงที่ให้หารด้วยขนาดพื้นที่หน้าตัดที่รับแรง
Stress relaxation การคลายความเค้น
การลดลงของความเค้นเมื่อเวลาผ่านไป ณ จุดที่มีการเปลี่ยนแปลงรูปร่างคงที่ ยางที่มี stress relaxation ต่ำ แสดงถึงความยืดหยุ่น ( elastic ) ที่ค่อนข้างมากของยางนั้น
Creep การคืบ
การเพิ่มขึ้นของการเปลี่ยนแปลงรูปร่าง (deformation) ของยาง ภายใต้แรงกระทำคงที่ เมื่อเวลาเปลี่ยนแปลงไป ยางที่มี creep ต่ำ แสดงถึงความยืดหยุ่น ( elastic ) ที่ค่อนข้างมากของยางนั้น
Viscoelasticity สมบัติความหยุ่นหนืด
สมบัติหยุ่นหนืด คือ พฤติกรรมการตอบสนองต่อความเค้นที่กระทำของวัสดุ เช่น พลาสติก ยาง เป็นต้น ซึ่งพฤติกรรมดังกล่าวจะแสดงสมบัติของแข็งที่ยืดหยุ่น (elastic) และของเหลวหนืด (viscous) โดยที่สมบัติทางด้านการเปลี่ยนแปลงรูปร่างดังกล่าวนี้ขึ้นอยู่กับเวลา อุณหภูมิ ความเค้น (stress) และอัตราความเครียด (strain rate)
Potassium Hydroxide Number (KOH number) จำนวนโพแทสเซียมไฮดรอกไซด์
จำนวนโพแทสเซียมไฮดรอกไซด์ หมายถึง จำนวนกรัมของโพแทสเซียมไฮดรอกไซด์ที่สมมูลย์พอดีกับอนุมูลของกรดทั้งหมดที่รวมกับแอมโมเนียในน้ำยาง ที่มีปริมาณของแข็งทั้งหมด 100 กรัม นั่นคือ จำนวนโพแทสเซียมไฮดรอกไซด์เป็นตัวระบุปริมาณของสบู่แอมโมเนียมที่เกิดขึ้นระหว่างการเปลี่ยนแปลงในน้ำยาง การเปลี่ยนแปลงดังกล่าวเกิดจากการกระทำของแบคทีเรียต่อสารที่ไม่ใช่เนื้อยางในขณะก่อนการใส่แอมโมเนียลงในน้ำยาง และเกิดขึ้นจากการไฮโดรไลซิสของโปรตีนในระหว่างการเก็บน้ำยาง ค่า KOH ที่สูงแสดงถึง ความเปลี่ยนแปลงมากและอาจบ่งชี้ว่าน้ำยางข้นมีอายุหลังการผลิตนานอีกด้วย
Volatile Fatty Acid Number (VFA number) จำนวนกรดไขมันระเหย
จำนวนกรดไขมันระเหย หมายถึง ปริมาณของกรดไขมันระเหยที่เกิดขึ้นโดยการไฮโดรไลซิสของคาร์โบไฮเดรตในเซรุ่มของน้ำยาง กรดเหล่านี้ประกอบด้วยกรดอะซิติก กรดฟอร์มิก และกรดพรอพิโอนิก เป็นส่วนใหญ่
หรือ หมายถึง จำนวนกรัมของโพแทสเซียมไฮดรอกไซด์ที่ทำให้กรดไขมันระเหยทั้งหมดในน้ำยางที่มีปริมาณของแข็งทั้งหมด 100 กรัม เป็นกลาง
ค่า VFA No. เป็นค่าที่บ่งชี้ถึงสถานะการเสียสภาพ นั่นคือ ค่า VFA No. สูง แสดงว่าน้ำยางถูกเชื้อจุลินทรีย์เข้าทำลายมาก เกิดกรดไขมันระเหยมาก ทำให้สูญเสียสภาพการเป็นคอลลอยด์ เกิดการบูดเน่าและจับเป็นก้อนได้
Sludge content ปริมาณสลัดจ์หรือปริมาณตม
ปริมาณสลัดจ์หรือปริมาณตม หมายถึง สิ่งเจือปนที่ไม่ใช่ยางซึ่งจะตกตะกอนลงก้นภาชนะเมื่อมีการปั่นหรือกวนน้ำยาง สิ่งเจือปนเหล่านี้ประกอบด้วย ฝุ่นละออง ดิน ทราย เปลือกไม้ และแมกนีเซียมแอมโมเนียมฟอสเฟต ถ้าปริมาณสลัดจ์มีค่าสูง อาจเกิดการสะสมของปริมาณตมอย่างรวดเร็วระหว่างกระบวนการผลิต ทำให้น้ำยางเสียสภาพและไม่สามารถใช้งานต่อไปได้
Manganese content ปริมาณแมงกานีส
ปริมาณแมงกานีส หมายถึง ปริมาณของธาตแมงกานีสทีู่่ในส่วนที่ไม่ใช่ยางในน้ำยาง มีผลต่อความทนทานต่อการเสื่อมสภาพของผลิตภัณฑ์ที่ผลิตจากน้ำยาง เนื่องจากแมงกานีสเป็นตัวกระตุ้นปฏิกิริยาออกซิเดชันในโมเลกุลของยาง ทำให้ยางเสื่อมสภาพได้
Copper content ปริมาณทองแดง
ปริมาณทองแดง หมายถึง ปริมาณของธาตุทองแดงที่อยู่ในส่วนที่ไม่ใช่ยางในน้ำยาง มีผลต่อความทนทานต่อการเสื่อมสภาพของผลิตภัณฑ์ที่ผลิตจากน้ำยาง เนื่องจากทองแดงเป็นตัวกระตุ้นปฏิกิริยาออกซิเดชันในโมเลกุลของยาง
Coagulum content ปริมาณยางจับเป็นก้อน
ปริมาณยางจับเป็นก้อน หมายถึง ปริมาณของสารที่ตกค้างอยู่บนตัวกรองสเตนเลสที่ทดสอบ สารเหล่านี้ประกอบด้วยเศษยางจับตัวและสารอื่นที่เจือปนมากับน้ำยาง ค่านี้มีความสำคัญต่อกระบวนการผลิตที่เข้มงวด เช่น การผลิตเส้นด้ายยางยืด น้ำยางที่มีค่า coagulum content สูงอาจก่อให้เกิดปัญหาการอุดตันที่ปลายหลอดในระหว่างกระบวนการผลิตได้
Mechanical Stability Time (MST) ความเสถียรเชิงกลของน้ำยาง
ความเสถียรเชิงกลของน้ำยาง หมายถึง ความเสถียรของน้ำยางต่ออิทธิพลทางกล เช่น การกวน การปั๊ม การเคลื่อนย้าย หรือการกระทำทางกลโดยวิธีอื่นๆ สามารถทำได้โดยวัดระยะเวลาที่เริ่มปั่นกวนน้ำยางจนกระทั่งสังเกตเห็นน้ำยางเริ่มจับตัวเป็นเม็ดเล็กๆ ในหน่วยของวินาที ค่า MST สูงจะบ่งขี้ว่า น้ำยางมีความเสถียรต่ออิทธิพลทางกลได้สูง แต่ถ้าค่า MST ต่ำแสดงว่าน้ำยางนั้นจะสูญเสียความเสถียร สามารถจะจับเป็นเม็ดได้ง่าย เมื่อน้ำยางถูกกระทบกับอิทธิพลทางกล
ลักษณะการยึดติดของสองสิ่งที่แตกต่างกัน เกิดจากแรงทางเคมีหรือทางกายภาพหรือทั้งสองอย่าง เช่น ยางคงรูปยึดติดกับโลหะ เป็นต้น
Durometer เครื่องมือวัดความแข็ง
เครื่องมือวัดความแข็งของยางและพลาสติก ความแข็งของยางคือความต้านทานต่อการกดของยางโดยแท่งเหล็ก ลูกบอลหรือหัวเข็มที่ใช้กด เครื่องมือที่นิยมใช้กันมากที่สุดในการหาความแข็งของยาง คือ Durometer ซึ่งมีหลายสเกลให้เลือกใช้งานขึ้นกับช่วงความแข็ง มีตั้งแต่ 00, 0, A, B, C, D แต่สเกล A เหมาะสำหรับการหาค่าความแข็งของยาง การอ่านค่าในแต่ละสเกลจะมีตั้งแต่ 0-100 และเป็นการทดสอบแบบไม่ทำลายชิ้นงานนอกจากนั้นยังมีความสัมพันธ์กับสมบัติอื่น เช่น ความต้านแรงดึง (tensile strength) การกระเด้งกลับ (resilience) (ASTM D-2240 )
Hardness ความแข็ง
ความสามารถของวัสดุในการต้านทานต่อการกด สำหรับยางนิยมทดสอบแบบ Durometer มีหน่วยความแข็งเป็น Shore A ( ASTM D 2240) หรือการทดสอบแบบ IRHD มีหน่วยความแข็งเป็น IRHD (ISO 48)
Tensile tester เครื่องมือทดสอบความต้านแรงดึง
เครื่องมือทดสอบความต้านแรงดึง เป็นเครื่องมือวัดสมบัติความต้านแรงดึงของยางคงรูป ซึ่งสมบัติความต้านแรงดึงเป็นสมบัติเชิงกลพื้นฐานที่โรงงานอุตสากรรมยางส่วนใหญ่นิยมใช้เป็นตัวกำหนดคุณภาพหรือสเปคของผลิตภัณฑ์ วิธีการวัด คือ จะให้แรงดึงกับชิ้นงานตัวอย่างจนกระทั่งชิ้นงานขาด วัดความต้านแรงดึงสูงสุด ณ จุดขาด (tensile strength) และสามารถบอกได้ว่าชิ้นงานเกิดการเปลี่ยนแปลงรูปร่างโดยยืดไปกี่เปอร์เซ็นต์ (elongation at break) วิธีการวัดและชิ้นงานที่ใช้จะต้องทำตามมาตรฐานที่กำหนด เช่น ISO 37 หรือ ASTM D 412
Elongation การยืดตัว
ความสามารถของยางคอมพาวด์ที่จะยืดออกได้โดยไม่เกิดการแตกหักเสียหาย โดยที่เรามักจะวัดค่า “ultimate elongation – การยืดสูงสุด” หรือ “elongation at break – การยืด ณ จุดขาด” โดยจะแสดงค่าเป็นร้อยละของความยาวเดิม ซึ่งจะเกิดขึ้นทันทีที่มีการขาดของผลิตภัณฑ์ยาง วิธีทำสามารถหาได้จาก ISO 37 หรือ ASTM D-412
Tensile strength ความต้านแรงดึง
ความเค้นดึงสูงสุดที่ชิ้นงานทดสอบรับได้จนชิ้นงานเกิดการขาดในการทดสอบแรงดึง
Tensile stress ความเค้นดึง
แรงต่อหน่วยพื้นที่ที่ทำให้ชิ้นวัสดุหรือบางบริเวณของชิ้นวัสดุมีแนวโน้มที่จะยืดตัวออกตามแนวแรงดึง
Modulus มอดุลัส
อัตราส่วนระหว่างความเค้นต่อความเครียดในช่วงเส้นตรงของกราฟจากการทดสอบแรงดึงหรือแรงอัด รู้จักกันในชื่อของ Young’s modulus
Strain ความเครียด
อัตราส่วนระหว่างขนาดของวัสดุที่เปลี่ยนไปกับขนาดเดิม (เช่น ความยาวที่ยืดหรือหดไปเทียบกับความยาวเดิม)
Stress ความเค้น
แรงที่กระทำต่อหน่วยพื้นที่ในเนื้อของสสารและวัสดุ มีหลายประเภท เช่น แรงดึง แรงกด แรงเฉือน เป็นต้น สามารถคำนวณได้จาก แรงที่ให้หารด้วยขนาดพื้นที่หน้าตัดที่รับแรง
Stress relaxation การคลายความเค้น
การลดลงของความเค้นเมื่อเวลาผ่านไป ณ จุดที่มีการเปลี่ยนแปลงรูปร่างคงที่ ยางที่มี stress relaxation ต่ำ แสดงถึงความยืดหยุ่น ( elastic ) ที่ค่อนข้างมากของยางนั้น
Creep การคืบ
การเพิ่มขึ้นของการเปลี่ยนแปลงรูปร่าง (deformation) ของยาง ภายใต้แรงกระทำคงที่ เมื่อเวลาเปลี่ยนแปลงไป ยางที่มี creep ต่ำ แสดงถึงความยืดหยุ่น ( elastic ) ที่ค่อนข้างมากของยางนั้น
Viscoelasticity สมบัติความหยุ่นหนืด
สมบัติหยุ่นหนืด คือ พฤติกรรมการตอบสนองต่อความเค้นที่กระทำของวัสดุ เช่น พลาสติก ยาง เป็นต้น ซึ่งพฤติกรรมดังกล่าวจะแสดงสมบัติของแข็งที่ยืดหยุ่น (elastic) และของเหลวหนืด (viscous) โดยที่สมบัติทางด้านการเปลี่ยนแปลงรูปร่างดังกล่าวนี้ขึ้นอยู่กับเวลา อุณหภูมิ ความเค้น (stress) และอัตราความเครียด (strain rate)
Potassium Hydroxide Number (KOH number) จำนวนโพแทสเซียมไฮดรอกไซด์
จำนวนโพแทสเซียมไฮดรอกไซด์ หมายถึง จำนวนกรัมของโพแทสเซียมไฮดรอกไซด์ที่สมมูลย์พอดีกับอนุมูลของกรดทั้งหมดที่รวมกับแอมโมเนียในน้ำยาง ที่มีปริมาณของแข็งทั้งหมด 100 กรัม นั่นคือ จำนวนโพแทสเซียมไฮดรอกไซด์เป็นตัวระบุปริมาณของสบู่แอมโมเนียมที่เกิดขึ้นระหว่างการเปลี่ยนแปลงในน้ำยาง การเปลี่ยนแปลงดังกล่าวเกิดจากการกระทำของแบคทีเรียต่อสารที่ไม่ใช่เนื้อยางในขณะก่อนการใส่แอมโมเนียลงในน้ำยาง และเกิดขึ้นจากการไฮโดรไลซิสของโปรตีนในระหว่างการเก็บน้ำยาง ค่า KOH ที่สูงแสดงถึง ความเปลี่ยนแปลงมากและอาจบ่งชี้ว่าน้ำยางข้นมีอายุหลังการผลิตนานอีกด้วย
Volatile Fatty Acid Number (VFA number) จำนวนกรดไขมันระเหย
จำนวนกรดไขมันระเหย หมายถึง ปริมาณของกรดไขมันระเหยที่เกิดขึ้นโดยการไฮโดรไลซิสของคาร์โบไฮเดรตในเซรุ่มของน้ำยาง กรดเหล่านี้ประกอบด้วยกรดอะซิติก กรดฟอร์มิก และกรดพรอพิโอนิก เป็นส่วนใหญ่
หรือ หมายถึง จำนวนกรัมของโพแทสเซียมไฮดรอกไซด์ที่ทำให้กรดไขมันระเหยทั้งหมดในน้ำยางที่มีปริมาณของแข็งทั้งหมด 100 กรัม เป็นกลาง
ค่า VFA No. เป็นค่าที่บ่งชี้ถึงสถานะการเสียสภาพ นั่นคือ ค่า VFA No. สูง แสดงว่าน้ำยางถูกเชื้อจุลินทรีย์เข้าทำลายมาก เกิดกรดไขมันระเหยมาก ทำให้สูญเสียสภาพการเป็นคอลลอยด์ เกิดการบูดเน่าและจับเป็นก้อนได้
Sludge content ปริมาณสลัดจ์หรือปริมาณตม
ปริมาณสลัดจ์หรือปริมาณตม หมายถึง สิ่งเจือปนที่ไม่ใช่ยางซึ่งจะตกตะกอนลงก้นภาชนะเมื่อมีการปั่นหรือกวนน้ำยาง สิ่งเจือปนเหล่านี้ประกอบด้วย ฝุ่นละออง ดิน ทราย เปลือกไม้ และแมกนีเซียมแอมโมเนียมฟอสเฟต ถ้าปริมาณสลัดจ์มีค่าสูง อาจเกิดการสะสมของปริมาณตมอย่างรวดเร็วระหว่างกระบวนการผลิต ทำให้น้ำยางเสียสภาพและไม่สามารถใช้งานต่อไปได้
Manganese content ปริมาณแมงกานีส
ปริมาณแมงกานีส หมายถึง ปริมาณของธาตแมงกานีสทีู่่ในส่วนที่ไม่ใช่ยางในน้ำยาง มีผลต่อความทนทานต่อการเสื่อมสภาพของผลิตภัณฑ์ที่ผลิตจากน้ำยาง เนื่องจากแมงกานีสเป็นตัวกระตุ้นปฏิกิริยาออกซิเดชันในโมเลกุลของยาง ทำให้ยางเสื่อมสภาพได้
Copper content ปริมาณทองแดง
ปริมาณทองแดง หมายถึง ปริมาณของธาตุทองแดงที่อยู่ในส่วนที่ไม่ใช่ยางในน้ำยาง มีผลต่อความทนทานต่อการเสื่อมสภาพของผลิตภัณฑ์ที่ผลิตจากน้ำยาง เนื่องจากทองแดงเป็นตัวกระตุ้นปฏิกิริยาออกซิเดชันในโมเลกุลของยาง
Coagulum content ปริมาณยางจับเป็นก้อน
ปริมาณยางจับเป็นก้อน หมายถึง ปริมาณของสารที่ตกค้างอยู่บนตัวกรองสเตนเลสที่ทดสอบ สารเหล่านี้ประกอบด้วยเศษยางจับตัวและสารอื่นที่เจือปนมากับน้ำยาง ค่านี้มีความสำคัญต่อกระบวนการผลิตที่เข้มงวด เช่น การผลิตเส้นด้ายยางยืด น้ำยางที่มีค่า coagulum content สูงอาจก่อให้เกิดปัญหาการอุดตันที่ปลายหลอดในระหว่างกระบวนการผลิตได้
Mechanical Stability Time (MST) ความเสถียรเชิงกลของน้ำยาง
ความเสถียรเชิงกลของน้ำยาง หมายถึง ความเสถียรของน้ำยางต่ออิทธิพลทางกล เช่น การกวน การปั๊ม การเคลื่อนย้าย หรือการกระทำทางกลโดยวิธีอื่นๆ สามารถทำได้โดยวัดระยะเวลาที่เริ่มปั่นกวนน้ำยางจนกระทั่งสังเกตเห็นน้ำยางเริ่มจับตัวเป็นเม็ดเล็กๆ ในหน่วยของวินาที ค่า MST สูงจะบ่งขี้ว่า น้ำยางมีความเสถียรต่ออิทธิพลทางกลได้สูง แต่ถ้าค่า MST ต่ำแสดงว่าน้ำยางนั้นจะสูญเสียความเสถียร สามารถจะจับเป็นเม็ดได้ง่าย เมื่อน้ำยางถูกกระทบกับอิทธิพลทางกล
Plasticity Retention Index (PRI) พีอาร์ไอ (ดัชนีความอ่อนตัว)
อัตราส่วนของค่าพลาสติซิตี้หลังจากการให้ความร้อนในตู้อบอากาศร้อนเป็นเวลา 30 นาที ที่อุณหภูมิ 140 องศาเซลเซียส ต่อค่าพลาสติซิตี้ก่อนการให้ความร้อนในตู้อบ ซึ่งค่านี้จะบอกถึงความต้านทานต่อการเกิดออกซิเดชันของยางดิบ
Plasticity Number (ค่าพลาสติซิตี้)
การวัดค่าพลาสติซิตี้ขึ้นกับความสูงของตัวอย่างทดสอบหลังเกิดการเปลี่ยนแปลงรูปร่างภายใต้สภาวะที่กำหนด เช่น แรงกด เวลา และอุณหภูมิ ค่าพลาสติซิตี้ของยางจะบอกถึงความนิ่มหรือแข็งของยางยางที่มีค่าพลาสติซิตี้สูงคือยางแข็ง ยางที่มีค่าพลาสติซิตี้ต่ำคือยางนิ่ม ซึ่งค่าพลาสติซิตี้ของยางมีความสำคัญต่อการแปรรูปยาง เช่น บ่งถึงพลังงานที่ต้องใช้ในการแปรรูปยาง ยางนิ่มจะใช้พลังงานน้อยและจะรับสารเคมีเข้าไปในยางได้รวดเร็ว เป็นต้น
Plasticity (พลาสติซิตี้ (ความอ่อนตัว)
ความอ่อนต้ัวเป็นสมบัติของยางดิบหรือยางผสมที่ยังไม่ได้วัลคาไนซ์ เกี่ยวกับการเคลื่อนที่ของโมเลกุลยาง ซึ่งแสดงถึงความอ่อนไหวต่อการเปลี่ยนแปลงรูปร่างของยาง และองศาของการไหลของยางใต้สภาวะอุณหภูมิและแรงอัดที่กำหนด
Green strength (ความแข็งแรงของยางดิบ)
ความแข็งแรงของยางดิบที่ยังไม่ได้ผ่านกระบวนการทำให้ยางคงรูป
Mastication (มาสติเคชั่น)
เป็นขั้นตอนการบดให้ยางนิ่ม มักใช้กับยางธรรมชาติเนื่องจากยางธรรมชาติมีน้ำหนักโมเลกุลสูงมาก การบดยางให้นิ่มเป็นการทำให้โมเลกุลฉีกขาด น้ำหนักโมเลกุลของยางลดลง (ใช้แรงเฉือน และออกซิเจนในอากาศ) บางครั้งสามารถจะเพิ่มประสิทธิภาพในการบดยางได้โดยการเติมเปบไทเซอร์ลงไปเล็กน้อยและการใช้อุณหภูมิสูง ผลที่ได้ทำให้ยางนิ่มลงสามารถจะผสมสารเคมีให้เข้ากับยางได้ง่ายขึ้น
Storage hardening (การแข็งขึ้นของยางเนื่องจากการเก็บ)
ปรากฏการณ์ที่ความหนืดของยางดิบหรือยางที่ยังไม่ได้ผ่านการคงรูปเพิ่มขึ้นระหว่างการเก็บ เนื่องจากหมู่อัลดีไฮด์ (aldehyde group) ที่มีอยู่ในยางธรรมชาติเข้าไปทำปฏิกิริยาควบแน่นกัน เกิดเป็นโครงสร้างสามมิติที่มีการเชื่อมโยง (crosslink) ระหว่างโมเลกุลยางมีผลทำให้ยางแข็งขึ้น
Gel rubber (ยางส่วนที่เป็นเจล)
ยางส่วนที่ไม่ละลายในตัวทำละลาย
Sol rubber (ยางส่วนที่ละลาย)
ยางส่วนที่ละลายในตัวทำละลาย
Masterbatch (มาสเตอร์แบทซ์)
ของผสมระหว่างยางและสารเคมีต่างๆ ที่รู้ปริมาณที่แน่นอนผสมเข้าเป็นเนื้อเดียวกัน สำหรับใช้เป็นวัตถุดิบในการเตรียมการผสมขั้นตอนสุดท้ายในการผลิตเป็นผลิตภัณฑ์ มาสเตอร์แบทซ์อาจจะใช้เพื่อความสะดวกในการผลิต หรือเพื่อเพิ่มสมบัติของผลิตภัณฑ์ หรือทั้งสองอย่าง เช่น ใช้ในกรณีที่สารเคมีกระจายในยางได้ไม่ดี หรือในกรณีที่มีการใช้สารเคมีนั้นน้อยมาก อาจจะก่อให้เกิดการผิดพลาดได้ง่าย ถ้าสารเคมีฟุ้งกระจายหายไป
Compound (ยางคอมพาวด์)
ยางที่ผสมสารเคมีต่างๆ เช่น สารทำให้ยางคงรูป สารช่วยในกระบวนการผลิต เป็นต้น พร้อมที่จะนำไปข้อรูปเป็นผลิตภัณฑ
Gum rubber (กัมรับเบอร์)
กัมรับเบอร์ คือ ยางผสมสารเคมีที่ไม่ได้ผสมสารตัวเติม (filler)
Injection moulding (เครื่องขึ้นรูปด้วยแม่พิมพ์แบบฉีด)
การขึ้นรูปด้วยแม่พิมพ์แบบฉีดเป็นการขึ้นรูปด้วยแม่พิมพ์ที่ทันสมัย ตัวเครื่องฉีดจะประกอบด้วยส่วนที่ทำให้ยางนิ่มแล้วจึงฉีดยางคอมพาวด์เข้าสู่แม่พิมพ์ เครื่องฉีดและแม่พิมพ์แบบนี้ราคาสูงมาก แต่ยางคงรูปที่ได้จะมีขนาดที่ถูกต้องมากกว่าการขึ้นรูปด้วยแม่พิมพ์แบบอื่นๆ จึงเหมาะกับการผลิตชิ้นส่วนที่ซับซ้อน นอกจากนี้การขึ้นรูปด้วยวิธีนี้ยังมีอัตราเร็วในการผลิตสูง และมีอัตราของเสียต่ำกว่าการขึ้นรูปด้วยวิธีอื่นๆ อีกด้วย
Extruder (เครื่องอัดผ่านดาย)
เครื่องอัดผ่านดาย คือ เครื่องมือที่ใช้สำหรับขึ้นรูปยางที่อาศัยการอัดยางผ่านดาย (die) ที่มีรูปร่างต่างๆ ตามลักษณะของผลิตภัณฑ์ ตัวเครื่องประกอบด้วยกระบอกที่ให้ความร้อนได้ และมีสกรูหมุนอยู่ภายใน เมื่อใส่ยางคอมพาวด์เข้าไป สกรูจะทำหน้าที่บดยางและอัดยางให้ไหลออกผ่านดาย ตัวอย่างของผลิตภัณฑ์ยางที่ขึ้นรูปโดยใช้เทคนิคนี้ได้แก่ ท่อยาง ยางหุ้มสายเคเบิ้ล ยางขอบกระจก และยางรัดของ เป็นต้น
Compression moulding (เครื่องขึ้นรูปด้วยแม่พิมพ์แบบอัด)
การขึ้นรูปโดยใช้แม่พิมพ์แบบอัดเป็นวิธีการขึ้นรูปที่ใช้กันมากที่สุดในโรงงานอุตสาหกรรม เมื่อเปรียบเทียบกับการขึ้นรูปโดยใช้แม่พิมพ์แบบอื่นๆ เพราะเป็นวิธีที่ง่ายและไม่ต้องลงทุนทางด้านเครื่องจักรสูง เพราะแม่พิมพ์และเครื่องอัดมีราคาไม่สูงมากนัก เครื่องอัดที่นิยมใช้ ได้แก่ เครื่องอัดระบบไฮดรอลิค การผลิตเริ่มจากการนำยางคอมพาวด์มาวางในแม่พิมพ์ที่ร้อน ปิดแบบแม่พิมพ์ อัดด้วยความร้อนและความดันภายใต้อุณหภูมิที่กำหนด ยางจะเกิดการวัลคาไนซ์และคงรูปเป็นผลิตภัณฑ์ หลังจากนั้นถอดออกจากแม่พิมพ จะได้ผลิตภัณฑ์ตามต้องการ
Calender (เครื่องรีดแผ่น)
เครื่องอัดรีด คือเครื่องที่ประกอบด้วยชุดของลูกกลิ้งจำนวน 2 ถึง 4 ลูก เรียงตัวกันในแบบต่างๆ โดยทั่วไป ลูกกลิ้งแต่ละลูกจะทำจากเหล็กหล่ออย่างดี ผิวหน้าขัดเรียบ ด้านในลูกกลิ้งจะมีการเจาะรูให้เป็นโพรงเพื่อติดตั้งระบบทำความร้อนและทำความเย็น เช่นเดียวกับลูกกลิ้งที่ใช้ในการผสมยางและระยะห่างระหว่าลูกกลิ้งสามารถปรับให้กว้างหรือแคบได้ตามความต้องการ โดยทั่วไปเครื่องอัดรีดนิยมใช้ในการขึ้นรูปผลิตภัณฑ์ที่เป็นแผ่นเรียบ มีความหนาและความกว้างสม่ำเสมอ หรือเพื่อการฉาบยางบางๆ ลงบนผ้าหรือแผ่นใยลวด (coating) ผลิตภัณฑ์เหล่านี้ ได้แก่ สายพานลำเลียง ยางแผ่นเรียบใช้ในงานปูพื้นต่างๆ เช่น ยางแผ่นปูอ่างน้ำ ยางบุถัง เป็นต้น
Banbury mixer (เครื่องผสมยางแบบบานบูรี)
เครื่องผสมแบบปิดชนิดหนึ่ง ใช้ในการผสมยางกับสารเคมีต่างๆ ให้เข้ากัน
Internal mixer (เครื่องผสมยางระบบปิด)
เครื่องผสมยางระบบปิด เป็นเครื่องผสมยางที่ใช้กันมากที่สุดในปัจจุบัน เครื่องผสมยางระบบปิดมีองค์ประกอบที่สำคัญ 4 ส่วน ได้แก่ ห้องผสม (chamber) ตัวบดผสม (rotor) ทำหน้าที่บดยางและคลุกเคล้ากับสารเคมี แท่งกด (ram) และระบบหล่อเย็น (cooling system) เครื่องผสมระบบปิดให้ประสิทธิภาพและความรวดเร็วในการผสมมากกว่าการใช้ 2-roll mill สารเคมีไม่ฟุ้งกระจายในระหว่างการผสม ลดการสูญเสียสารเคมีเนื่องจากเป็นระบบปิด และลดการผิดพลาดเนื่องจากการใช้แรงงานคนในการผสม สามารถผสมยางกับสารเคมีได้ในปริมาณสูง เช่น 50-100 กิโลกรัม
Two-Roll Mill (เครื่องผสมยางแบบสองลูกกลิ้ง)
เครื่องผสมยางแบบสองลูกกลิ้ง เป็นเครื่องผสมยางระบบเปิดที่ประกอบด้วยลูกกลิ้ง 2 ลูก หมุนเข้าหากันด้วยความเร็วต่างกัน ทำให้เกิดแรงเฉือนที่จำเป็นต่อการบดผสมยางกับสารเคมียาง ในการผสมยางกับสารเคมียางจะใส่ยางลงช่องระหว่างลูกกลิ้ง ยางจะถูกรีดออกมาเป็นแผ่นรอบลูกกลิ้งด้านหน้า จากนั้นจึงเติมสารเคมียาง โดยผู้ผสมต้องทำการกรีดยางแผ่นและพับไปมาในขณะที่เติมสารเคมีลงไปในยาง ซึ่งยางที่ถูกตัดพับจะถูกใส่กลับไปช่องระหว่างลูกกลิ้ง แรงเฉือนที่เกิดขึ้นจะช่วยให้สารเคมีต่างๆ กระจายตัวเข้ากับเนื้อยางได้ดี เครื่องผสมยางแบบสองลูกกลิ้งใช้ผสมยางในปริมาณไม่มาก เนื่องจากต้องใช้ความชำนาญและกำลังคนในการทำการผสม
Ball Mill (หม้อผสมสารเคมี)
ภาชนะทรงกระบอกปิดหัวท้ายสำหรับใส่สารเพื่อบดผสมหรือลดขนาดอนุภาคภายในทำด้วยพอร์ซเลนหรืออะลูมินา และบรรจุลูกกลมพอร์ซเลน เมื่อหมุนหม้อบดที่มีสารอยู่ ลูกกลมจะกลิ้งกระทบกัน ช่วยลดขนาดของอนุภาคได้ ทำได้ทั้งการบดเปียกและการบดแห้ง
Coagulant (สารจับตัว)
สารที่เติมลงไปในตัวกลางที่มีอนุภาคขนาดเล็กแขวนลอยอยู่ ทำให้อนุภาคเหล่านั้นรวมตัวกันเป็นก้อนใหญ่และตกตะกอน เ่ช่น การเติมกรดซัลฟุริก (H2SO4) กรดฟอร์มิก (HCOOH) หรือ กรดอะซิติก (CH3COOH) ลงในน้ำยาง ทำให้น้ำยางจับตัว
Anticoagulant (สารต้านการจับตัว)
สารต้านการจับตัว คือ สารที่เติมลงในน้ำยางสดเพื่อหน่วงปฏิกิริยาจากแบคทีเรียที่ทำให้อนุภาคยางที่แขวนลอยอยู่ในตัวกลางมารวมตัวกันเป็นก้อนที่มีขนาดใหญ่ขึ้น ซึ่งจะทำให้น้ำยางเสียสภาพ
อัตราส่วนของค่าพลาสติซิตี้หลังจากการให้ความร้อนในตู้อบอากาศร้อนเป็นเวลา 30 นาที ที่อุณหภูมิ 140 องศาเซลเซียส ต่อค่าพลาสติซิตี้ก่อนการให้ความร้อนในตู้อบ ซึ่งค่านี้จะบอกถึงความต้านทานต่อการเกิดออกซิเดชันของยางดิบ
Plasticity Number (ค่าพลาสติซิตี้)
การวัดค่าพลาสติซิตี้ขึ้นกับความสูงของตัวอย่างทดสอบหลังเกิดการเปลี่ยนแปลงรูปร่างภายใต้สภาวะที่กำหนด เช่น แรงกด เวลา และอุณหภูมิ ค่าพลาสติซิตี้ของยางจะบอกถึงความนิ่มหรือแข็งของยางยางที่มีค่าพลาสติซิตี้สูงคือยางแข็ง ยางที่มีค่าพลาสติซิตี้ต่ำคือยางนิ่ม ซึ่งค่าพลาสติซิตี้ของยางมีความสำคัญต่อการแปรรูปยาง เช่น บ่งถึงพลังงานที่ต้องใช้ในการแปรรูปยาง ยางนิ่มจะใช้พลังงานน้อยและจะรับสารเคมีเข้าไปในยางได้รวดเร็ว เป็นต้น
Plasticity (พลาสติซิตี้ (ความอ่อนตัว)
ความอ่อนต้ัวเป็นสมบัติของยางดิบหรือยางผสมที่ยังไม่ได้วัลคาไนซ์ เกี่ยวกับการเคลื่อนที่ของโมเลกุลยาง ซึ่งแสดงถึงความอ่อนไหวต่อการเปลี่ยนแปลงรูปร่างของยาง และองศาของการไหลของยางใต้สภาวะอุณหภูมิและแรงอัดที่กำหนด
Green strength (ความแข็งแรงของยางดิบ)
ความแข็งแรงของยางดิบที่ยังไม่ได้ผ่านกระบวนการทำให้ยางคงรูป
Mastication (มาสติเคชั่น)
เป็นขั้นตอนการบดให้ยางนิ่ม มักใช้กับยางธรรมชาติเนื่องจากยางธรรมชาติมีน้ำหนักโมเลกุลสูงมาก การบดยางให้นิ่มเป็นการทำให้โมเลกุลฉีกขาด น้ำหนักโมเลกุลของยางลดลง (ใช้แรงเฉือน และออกซิเจนในอากาศ) บางครั้งสามารถจะเพิ่มประสิทธิภาพในการบดยางได้โดยการเติมเปบไทเซอร์ลงไปเล็กน้อยและการใช้อุณหภูมิสูง ผลที่ได้ทำให้ยางนิ่มลงสามารถจะผสมสารเคมีให้เข้ากับยางได้ง่ายขึ้น
Storage hardening (การแข็งขึ้นของยางเนื่องจากการเก็บ)
ปรากฏการณ์ที่ความหนืดของยางดิบหรือยางที่ยังไม่ได้ผ่านการคงรูปเพิ่มขึ้นระหว่างการเก็บ เนื่องจากหมู่อัลดีไฮด์ (aldehyde group) ที่มีอยู่ในยางธรรมชาติเข้าไปทำปฏิกิริยาควบแน่นกัน เกิดเป็นโครงสร้างสามมิติที่มีการเชื่อมโยง (crosslink) ระหว่างโมเลกุลยางมีผลทำให้ยางแข็งขึ้น
Gel rubber (ยางส่วนที่เป็นเจล)
ยางส่วนที่ไม่ละลายในตัวทำละลาย
Sol rubber (ยางส่วนที่ละลาย)
ยางส่วนที่ละลายในตัวทำละลาย
Masterbatch (มาสเตอร์แบทซ์)
ของผสมระหว่างยางและสารเคมีต่างๆ ที่รู้ปริมาณที่แน่นอนผสมเข้าเป็นเนื้อเดียวกัน สำหรับใช้เป็นวัตถุดิบในการเตรียมการผสมขั้นตอนสุดท้ายในการผลิตเป็นผลิตภัณฑ์ มาสเตอร์แบทซ์อาจจะใช้เพื่อความสะดวกในการผลิต หรือเพื่อเพิ่มสมบัติของผลิตภัณฑ์ หรือทั้งสองอย่าง เช่น ใช้ในกรณีที่สารเคมีกระจายในยางได้ไม่ดี หรือในกรณีที่มีการใช้สารเคมีนั้นน้อยมาก อาจจะก่อให้เกิดการผิดพลาดได้ง่าย ถ้าสารเคมีฟุ้งกระจายหายไป
Compound (ยางคอมพาวด์)
ยางที่ผสมสารเคมีต่างๆ เช่น สารทำให้ยางคงรูป สารช่วยในกระบวนการผลิต เป็นต้น พร้อมที่จะนำไปข้อรูปเป็นผลิตภัณฑ
Gum rubber (กัมรับเบอร์)
กัมรับเบอร์ คือ ยางผสมสารเคมีที่ไม่ได้ผสมสารตัวเติม (filler)
Injection moulding (เครื่องขึ้นรูปด้วยแม่พิมพ์แบบฉีด)
การขึ้นรูปด้วยแม่พิมพ์แบบฉีดเป็นการขึ้นรูปด้วยแม่พิมพ์ที่ทันสมัย ตัวเครื่องฉีดจะประกอบด้วยส่วนที่ทำให้ยางนิ่มแล้วจึงฉีดยางคอมพาวด์เข้าสู่แม่พิมพ์ เครื่องฉีดและแม่พิมพ์แบบนี้ราคาสูงมาก แต่ยางคงรูปที่ได้จะมีขนาดที่ถูกต้องมากกว่าการขึ้นรูปด้วยแม่พิมพ์แบบอื่นๆ จึงเหมาะกับการผลิตชิ้นส่วนที่ซับซ้อน นอกจากนี้การขึ้นรูปด้วยวิธีนี้ยังมีอัตราเร็วในการผลิตสูง และมีอัตราของเสียต่ำกว่าการขึ้นรูปด้วยวิธีอื่นๆ อีกด้วย
Extruder (เครื่องอัดผ่านดาย)
เครื่องอัดผ่านดาย คือ เครื่องมือที่ใช้สำหรับขึ้นรูปยางที่อาศัยการอัดยางผ่านดาย (die) ที่มีรูปร่างต่างๆ ตามลักษณะของผลิตภัณฑ์ ตัวเครื่องประกอบด้วยกระบอกที่ให้ความร้อนได้ และมีสกรูหมุนอยู่ภายใน เมื่อใส่ยางคอมพาวด์เข้าไป สกรูจะทำหน้าที่บดยางและอัดยางให้ไหลออกผ่านดาย ตัวอย่างของผลิตภัณฑ์ยางที่ขึ้นรูปโดยใช้เทคนิคนี้ได้แก่ ท่อยาง ยางหุ้มสายเคเบิ้ล ยางขอบกระจก และยางรัดของ เป็นต้น
Compression moulding (เครื่องขึ้นรูปด้วยแม่พิมพ์แบบอัด)
การขึ้นรูปโดยใช้แม่พิมพ์แบบอัดเป็นวิธีการขึ้นรูปที่ใช้กันมากที่สุดในโรงงานอุตสาหกรรม เมื่อเปรียบเทียบกับการขึ้นรูปโดยใช้แม่พิมพ์แบบอื่นๆ เพราะเป็นวิธีที่ง่ายและไม่ต้องลงทุนทางด้านเครื่องจักรสูง เพราะแม่พิมพ์และเครื่องอัดมีราคาไม่สูงมากนัก เครื่องอัดที่นิยมใช้ ได้แก่ เครื่องอัดระบบไฮดรอลิค การผลิตเริ่มจากการนำยางคอมพาวด์มาวางในแม่พิมพ์ที่ร้อน ปิดแบบแม่พิมพ์ อัดด้วยความร้อนและความดันภายใต้อุณหภูมิที่กำหนด ยางจะเกิดการวัลคาไนซ์และคงรูปเป็นผลิตภัณฑ์ หลังจากนั้นถอดออกจากแม่พิมพ จะได้ผลิตภัณฑ์ตามต้องการ
Calender (เครื่องรีดแผ่น)
เครื่องอัดรีด คือเครื่องที่ประกอบด้วยชุดของลูกกลิ้งจำนวน 2 ถึง 4 ลูก เรียงตัวกันในแบบต่างๆ โดยทั่วไป ลูกกลิ้งแต่ละลูกจะทำจากเหล็กหล่ออย่างดี ผิวหน้าขัดเรียบ ด้านในลูกกลิ้งจะมีการเจาะรูให้เป็นโพรงเพื่อติดตั้งระบบทำความร้อนและทำความเย็น เช่นเดียวกับลูกกลิ้งที่ใช้ในการผสมยางและระยะห่างระหว่าลูกกลิ้งสามารถปรับให้กว้างหรือแคบได้ตามความต้องการ โดยทั่วไปเครื่องอัดรีดนิยมใช้ในการขึ้นรูปผลิตภัณฑ์ที่เป็นแผ่นเรียบ มีความหนาและความกว้างสม่ำเสมอ หรือเพื่อการฉาบยางบางๆ ลงบนผ้าหรือแผ่นใยลวด (coating) ผลิตภัณฑ์เหล่านี้ ได้แก่ สายพานลำเลียง ยางแผ่นเรียบใช้ในงานปูพื้นต่างๆ เช่น ยางแผ่นปูอ่างน้ำ ยางบุถัง เป็นต้น
Banbury mixer (เครื่องผสมยางแบบบานบูรี)
เครื่องผสมแบบปิดชนิดหนึ่ง ใช้ในการผสมยางกับสารเคมีต่างๆ ให้เข้ากัน
Internal mixer (เครื่องผสมยางระบบปิด)
เครื่องผสมยางระบบปิด เป็นเครื่องผสมยางที่ใช้กันมากที่สุดในปัจจุบัน เครื่องผสมยางระบบปิดมีองค์ประกอบที่สำคัญ 4 ส่วน ได้แก่ ห้องผสม (chamber) ตัวบดผสม (rotor) ทำหน้าที่บดยางและคลุกเคล้ากับสารเคมี แท่งกด (ram) และระบบหล่อเย็น (cooling system) เครื่องผสมระบบปิดให้ประสิทธิภาพและความรวดเร็วในการผสมมากกว่าการใช้ 2-roll mill สารเคมีไม่ฟุ้งกระจายในระหว่างการผสม ลดการสูญเสียสารเคมีเนื่องจากเป็นระบบปิด และลดการผิดพลาดเนื่องจากการใช้แรงงานคนในการผสม สามารถผสมยางกับสารเคมีได้ในปริมาณสูง เช่น 50-100 กิโลกรัม
Two-Roll Mill (เครื่องผสมยางแบบสองลูกกลิ้ง)
เครื่องผสมยางแบบสองลูกกลิ้ง เป็นเครื่องผสมยางระบบเปิดที่ประกอบด้วยลูกกลิ้ง 2 ลูก หมุนเข้าหากันด้วยความเร็วต่างกัน ทำให้เกิดแรงเฉือนที่จำเป็นต่อการบดผสมยางกับสารเคมียาง ในการผสมยางกับสารเคมียางจะใส่ยางลงช่องระหว่างลูกกลิ้ง ยางจะถูกรีดออกมาเป็นแผ่นรอบลูกกลิ้งด้านหน้า จากนั้นจึงเติมสารเคมียาง โดยผู้ผสมต้องทำการกรีดยางแผ่นและพับไปมาในขณะที่เติมสารเคมีลงไปในยาง ซึ่งยางที่ถูกตัดพับจะถูกใส่กลับไปช่องระหว่างลูกกลิ้ง แรงเฉือนที่เกิดขึ้นจะช่วยให้สารเคมีต่างๆ กระจายตัวเข้ากับเนื้อยางได้ดี เครื่องผสมยางแบบสองลูกกลิ้งใช้ผสมยางในปริมาณไม่มาก เนื่องจากต้องใช้ความชำนาญและกำลังคนในการทำการผสม
Ball Mill (หม้อผสมสารเคมี)
ภาชนะทรงกระบอกปิดหัวท้ายสำหรับใส่สารเพื่อบดผสมหรือลดขนาดอนุภาคภายในทำด้วยพอร์ซเลนหรืออะลูมินา และบรรจุลูกกลมพอร์ซเลน เมื่อหมุนหม้อบดที่มีสารอยู่ ลูกกลมจะกลิ้งกระทบกัน ช่วยลดขนาดของอนุภาคได้ ทำได้ทั้งการบดเปียกและการบดแห้ง
Coagulant (สารจับตัว)
สารที่เติมลงไปในตัวกลางที่มีอนุภาคขนาดเล็กแขวนลอยอยู่ ทำให้อนุภาคเหล่านั้นรวมตัวกันเป็นก้อนใหญ่และตกตะกอน เ่ช่น การเติมกรดซัลฟุริก (H2SO4) กรดฟอร์มิก (HCOOH) หรือ กรดอะซิติก (CH3COOH) ลงในน้ำยาง ทำให้น้ำยางจับตัว
Anticoagulant (สารต้านการจับตัว)
สารต้านการจับตัว คือ สารที่เติมลงในน้ำยางสดเพื่อหน่วงปฏิกิริยาจากแบคทีเรียที่ทำให้อนุภาคยางที่แขวนลอยอยู่ในตัวกลางมารวมตัวกันเป็นก้อนที่มีขนาดใหญ่ขึ้น ซึ่งจะทำให้น้ำยางเสียสภาพ
Antistatic agent (สารป้องกันไฟฟ้าสถิต)
สารป้องกันไฟฟ้าสถิต คือ สารที่เติมลงไปในยางเพื่อช่วยลดการสะสมของประจุไฟฟ้าบนผิวยาง เช่น เขม่าดำเกรดที่นำไฟฟ้าได้ดี (Conductive black) เกลือของแอมโมเนียม เป็นต้น
Pigment (ผงสี)
ผงสี เป็นสารให้สีที่ไม่ละลายในยาง เติมลงไปในยางที่ไม่มีผงเขม่าดำเพื่อทำให้ผลิตภัณฑ์ยางที่ได้มีสีสันตามความต้องการของผู้ผลิต แ่บ่งเป็น 2 กลุ่ม คือ ผงสีอินทรีย์ และผงสีอนินทรีย์
Antifoaming agent (สารลดฟอง)
สารลดฟองเป็นสารที่เติมลงในน้ำยางเพื่อป้องกันการเกิดฟองในน้ำยางผสม ซึ่งอาจเป็นสาเหตุในการเกิดฟองหรือเกิดรูเข็มได้ในผลิตภัณฑ์
Kicker (คิกเกอร์)
คิกเกอร์ คือ สารกระตุ้นหรือสารตัวเร่งการเกิดเป็นฟอง ทำหน้าที่ลดอุณหภูมิการสลายตัวของสารที่ทำให้เกิดฟอง ช่วยให้เกิดปฏิิกิริยาการเกิดฟองได้เร็วขึ้น มักใช้คู่กับสารทำให้เกิดฟอง ตัวอย่างของคิกเกอร์ ได้แก่ ซิงค์ออกไซด์ เกลือของซิงค์ เป็นต
Blowing agent (สารทำให้เกิดฟอง)
สารทำให้เกิดฟอง คือ สารที่มีความเสถียรที่อุณหภูมิห้อง แต่จะสลายตัวที่อุณหภูมิสูงและปล่อยก๊าซออกมา โดยการเกิดปฏิิกิริยาเคมีและ/หรือปฏิกิริยาทางความร้อน ทำให้เกิดช่องว่างหรือรูพรุนขึ้นในผลิตภัณฑ์ เช่น การผลิตยางฟองน้ำ (Sponge)
Flame retardant/Flame retarder (สารหน่วง/ป้องกันการติดไฟ)
สารที่เติมลงไปเพื่อช่วยในการหน่วงการติดไฟ โดยสารนี้จะสลายตัวให้แก๊สหรือสารที่ไม่ติดไฟเมื่อได้รับความร้อน ตัวอย่างสารหน่วงการติดไฟ เช่น แอนติโมนีไตรออกไซด์ อะลูมินัมไทรไฮเดรต เป็นต้น
Stabilizer (สเตบิไลเซอร์)
(ยาง) สเตบิไลเซอร์ คือ สารที่มีอยู่หรือเติมลงไปในยางดิบ เพื่อรักษาสมบัติให้ดีเท่าหรือใกล้เีีคียงค่าเดิมระหว่างการทำให้แห้ง กระบวนการผลิตและการเก็บรักษา
(น้ำยาง) สเตบิไลเซอร์ คือ สารที่เกิดขึ้นตามธรรมชาติหรือเติมลงไปในน้ำยางเพื่อป้องกันการรวมตัวหรือจับตัวเป็นก้อนของอนุภาคยางระหว่างกระบวนการผลิตและ/หรือการผสมสารเคมี
Tackifier (สารทำให้ยางเหนียวติดกััน)
สารทำให้ยางเหนียวติดกัน เป็นสารเคมีที่เติมลงในยางทำให้ยางมีความเหนียวเพิ่มมากขึ้น ทำให้ยางสามารถติดกับยางด้วยกัน หรือติดกับวัสดุอื่นได้ดียิ่งขึ้น เพื่อประโยชน์ในการนำยางส่วนต่างๆ มาประกอบกันได้่ง่ายขึ้น
Factice (แฟกทิซ)
แฟกทิซ เป็นน้ำมันไม่อิ่มตัวได้จากปฏิกิริยาคงรูปของน้ำมันพืชหรือน้ำมันสัตว์ โดยใช้กำมะถันหรือสารประกอบที่มีกำมะถันเป็นองค์ประกอบ เมื่อเติมเข้าไปในยางจะช่วยประหยัดพลังงานในการผสม ช่วยเพิ่มความเสถียรทางรูปร่างให้แก่ยางที่ขึ้นรูปด้วยการอัดผ่านดาย (Extrudate) และมีผิวเรียบมากขึ้น
Peptizer (เพปไทเซอร์)
เพปไทเซอร์ คือ สารช่วยในกระบวนการผลิตที่เติมลงไปในยางเพื่อลดความหนืดของยาง โดยการย่อยหรือตัดโมเลกุลของยางโดยทางเคมี (chemical scission) ในขั้นตอนการบดยาง (mastication) ช่วยลดเวลาในการบดยางและทำให้ประหยัดพลังงานในกระบวนการผสมมากขึ้น
Softener (สารทำให้นิ่ม)
สารทำให้นิ่ม คือ สารปริมาณเล็กน้อย ที่เติมลงไปในยาง เพื่อลดความหนืดของยางลง ทำให้ยางไหลได้ง่ายขึ้น ทำให้สารเติมแต่งกระจายตัวได้ดีขึ้น
Processing Aid (สารช่วยในกระบวนการผลิต)
สารช่วยในกระบวนการผลิต คือ สารที่เติมลงไปในยางเพื่อช่วยให้กระบวนการผลิตในขั้นตอนต่างๆ เช่น การผสม (mixing) หรือการขึ้นรูป (shape forming) เป็นไปได้ง่ายยิ่งขึ้น สารบางตัวในกลุ่มนี้ช่วยลดความหนืดของยางคอมพาวด์ ทำให้ยางไหลได้ง่ายยิ่งขึ้น จึงลดระยะเวลาและพลังงานที่ใช้ในการผลิต
Plasticiser/Plasticizer (พลาสติไซเซอร์)
พลาสติไซเซอร์ คือ สารที่เติมลงไปในยางเพื่อเพิ่มความสามารถในการเปลี่ยนแปลงรูปร่างได้ดียิ่งขึ้น ลดความแข็งเปราะ เพิ่มสมบัติการใ้ช้งานที่อุณหภูมิต่ำได้ดีขึ้น
Antiozonant (สารป้องกันการเสื่อมสภาพอันเนื่องมาจากโอโซน)
สารป้องกันการเสื่อมสภาพอันเนื่องมาจากโอโซน คือ สารเคมีที่เติมลงไปในยางเื่พื่อป้องกันหรือลดการเกิดรอยแตกของยางจากการเกิดปฏิกิริยาของโอโซนกับยางเมื่อยู่ภายใต้ความเครียด
Antioxidant (สารป้องกันการเสื่อมสภาพอันเนื่องมาจากออกซิเจน)
สารป้องกันการเสื่อมสภาพอันเนื่องมาจากออกซิเจน คือ สารเคมีที่เติมลงไปในยางเื่พื่อจับอนุมูลอิสระที่เกิดขึ้นจากปฏิกิริยาของออกซิเจนในอากาศกับยาง (ที่มีพันธะคู่) หรือทำให้ไฮโดรเปอร์ออกไซด์ที่เกิดขึ้นจากปฏิกิริยาแตกตัวต่อไปเป็นส่วนที่ไม่เป็นอันตรายต่อการเสื่อมสภาพของยาง ทำให้ยางมีอายุการใช้งานได้ยาวนานขึ้น
Antidegradant (สารป้องกันการเสื่อมสภาพ)
สาร ป้องกันการเสื่อมสภาพคือสารเคมีที่เติมลงไปในยางเพื่อลดอัตราเร็วในการเสื่อม สภาพของยางอันเนื่องมาจากปัจจัยต่าง ๆ เช่น ออกซิเจน ความร้อน แสงแดด และโอโซน เป็นต้น ทั้งนี้เพราะยางส่วนใหญ่ไม่ทนความร้อนและเสื่อมสภาพได้ง่า
Retarder (สารหน่วงปฏิกิริยา)
สารหน่วงปฏิกิริยาคือสารเคมีซึ่งลดอัตราเร็วการเกิดปฏิกิริยาเคมี เมื่อนำมาใส่ในยางจะช่วยเพิ่มระยะเวลาก่อนที่ยางจะเริ่มเกิดปฏิกิริยาคงรูป ช่วยลดโอกาสที่จะทำการเกิดยางตายได้
Activator (สารกระตุ้นปฏิกิริยา)
สารกระตุ้น ปฏิกิริยาเป็นสารเคมีหรือส่วนผสมของสารเคมี ทำหน้าที่เพิ่มประสิทธิภาพ การทำงานของตัวเร่งปฏิกิริยาให้สามารถเกิดปฏิกิริยาได้เร็วขึ้น ตัวอย่างของสารกระตุ้น ปฏิกิริยาที่ใช้กันมากที่สุดในอุตสาหกรรมยาง ได้แก่ ซิงค์ออกไซด์ และ กรดสเตียริก
Accelerator (สารเร่งปฏิกิริยาหรือสารเร่งให้ยางคงรูป)
สารเร่งปฏิกิริยาหรือสารเร่งให้ยางคงรูปคือสารเคมีที่เติมลงไปในยางในปริมาณเล็กน้อยเพื่อลดเวลาที่จะทำให้ยางคงรูป โดยการเร่งอัตราการเกิดปฏิกิริยาให้ยางคงรูปเร็วขึ้น
Additives (สารเติมแต่ง)
สารเติมแต่งเป็นสารเคมีที่เติมเข้าไปในยางเพียงเล็กน้อยเพื่อปรับปรุงสมบัติต่างๆ ตามต้องการ มีหลายประเภท เช่น สารกันออกซิเดชัน สารกันไฟฟ้าสถิต สารเพิ่มสี และสารหน่วงการติดไฟ เป็นต้น
สารป้องกันไฟฟ้าสถิต คือ สารที่เติมลงไปในยางเพื่อช่วยลดการสะสมของประจุไฟฟ้าบนผิวยาง เช่น เขม่าดำเกรดที่นำไฟฟ้าได้ดี (Conductive black) เกลือของแอมโมเนียม เป็นต้น
Pigment (ผงสี)
ผงสี เป็นสารให้สีที่ไม่ละลายในยาง เติมลงไปในยางที่ไม่มีผงเขม่าดำเพื่อทำให้ผลิตภัณฑ์ยางที่ได้มีสีสันตามความต้องการของผู้ผลิต แ่บ่งเป็น 2 กลุ่ม คือ ผงสีอินทรีย์ และผงสีอนินทรีย์
Antifoaming agent (สารลดฟอง)
สารลดฟองเป็นสารที่เติมลงในน้ำยางเพื่อป้องกันการเกิดฟองในน้ำยางผสม ซึ่งอาจเป็นสาเหตุในการเกิดฟองหรือเกิดรูเข็มได้ในผลิตภัณฑ์
Kicker (คิกเกอร์)
คิกเกอร์ คือ สารกระตุ้นหรือสารตัวเร่งการเกิดเป็นฟอง ทำหน้าที่ลดอุณหภูมิการสลายตัวของสารที่ทำให้เกิดฟอง ช่วยให้เกิดปฏิิกิริยาการเกิดฟองได้เร็วขึ้น มักใช้คู่กับสารทำให้เกิดฟอง ตัวอย่างของคิกเกอร์ ได้แก่ ซิงค์ออกไซด์ เกลือของซิงค์ เป็นต
Blowing agent (สารทำให้เกิดฟอง)
สารทำให้เกิดฟอง คือ สารที่มีความเสถียรที่อุณหภูมิห้อง แต่จะสลายตัวที่อุณหภูมิสูงและปล่อยก๊าซออกมา โดยการเกิดปฏิิกิริยาเคมีและ/หรือปฏิกิริยาทางความร้อน ทำให้เกิดช่องว่างหรือรูพรุนขึ้นในผลิตภัณฑ์ เช่น การผลิตยางฟองน้ำ (Sponge)
Flame retardant/Flame retarder (สารหน่วง/ป้องกันการติดไฟ)
สารที่เติมลงไปเพื่อช่วยในการหน่วงการติดไฟ โดยสารนี้จะสลายตัวให้แก๊สหรือสารที่ไม่ติดไฟเมื่อได้รับความร้อน ตัวอย่างสารหน่วงการติดไฟ เช่น แอนติโมนีไตรออกไซด์ อะลูมินัมไทรไฮเดรต เป็นต้น
Stabilizer (สเตบิไลเซอร์)
(ยาง) สเตบิไลเซอร์ คือ สารที่มีอยู่หรือเติมลงไปในยางดิบ เพื่อรักษาสมบัติให้ดีเท่าหรือใกล้เีีคียงค่าเดิมระหว่างการทำให้แห้ง กระบวนการผลิตและการเก็บรักษา
(น้ำยาง) สเตบิไลเซอร์ คือ สารที่เกิดขึ้นตามธรรมชาติหรือเติมลงไปในน้ำยางเพื่อป้องกันการรวมตัวหรือจับตัวเป็นก้อนของอนุภาคยางระหว่างกระบวนการผลิตและ/หรือการผสมสารเคมี
Tackifier (สารทำให้ยางเหนียวติดกััน)
สารทำให้ยางเหนียวติดกัน เป็นสารเคมีที่เติมลงในยางทำให้ยางมีความเหนียวเพิ่มมากขึ้น ทำให้ยางสามารถติดกับยางด้วยกัน หรือติดกับวัสดุอื่นได้ดียิ่งขึ้น เพื่อประโยชน์ในการนำยางส่วนต่างๆ มาประกอบกันได้่ง่ายขึ้น
Factice (แฟกทิซ)
แฟกทิซ เป็นน้ำมันไม่อิ่มตัวได้จากปฏิกิริยาคงรูปของน้ำมันพืชหรือน้ำมันสัตว์ โดยใช้กำมะถันหรือสารประกอบที่มีกำมะถันเป็นองค์ประกอบ เมื่อเติมเข้าไปในยางจะช่วยประหยัดพลังงานในการผสม ช่วยเพิ่มความเสถียรทางรูปร่างให้แก่ยางที่ขึ้นรูปด้วยการอัดผ่านดาย (Extrudate) และมีผิวเรียบมากขึ้น
Peptizer (เพปไทเซอร์)
เพปไทเซอร์ คือ สารช่วยในกระบวนการผลิตที่เติมลงไปในยางเพื่อลดความหนืดของยาง โดยการย่อยหรือตัดโมเลกุลของยางโดยทางเคมี (chemical scission) ในขั้นตอนการบดยาง (mastication) ช่วยลดเวลาในการบดยางและทำให้ประหยัดพลังงานในกระบวนการผสมมากขึ้น
Softener (สารทำให้นิ่ม)
สารทำให้นิ่ม คือ สารปริมาณเล็กน้อย ที่เติมลงไปในยาง เพื่อลดความหนืดของยางลง ทำให้ยางไหลได้ง่ายขึ้น ทำให้สารเติมแต่งกระจายตัวได้ดีขึ้น
Processing Aid (สารช่วยในกระบวนการผลิต)
สารช่วยในกระบวนการผลิต คือ สารที่เติมลงไปในยางเพื่อช่วยให้กระบวนการผลิตในขั้นตอนต่างๆ เช่น การผสม (mixing) หรือการขึ้นรูป (shape forming) เป็นไปได้ง่ายยิ่งขึ้น สารบางตัวในกลุ่มนี้ช่วยลดความหนืดของยางคอมพาวด์ ทำให้ยางไหลได้ง่ายยิ่งขึ้น จึงลดระยะเวลาและพลังงานที่ใช้ในการผลิต
Plasticiser/Plasticizer (พลาสติไซเซอร์)
พลาสติไซเซอร์ คือ สารที่เติมลงไปในยางเพื่อเพิ่มความสามารถในการเปลี่ยนแปลงรูปร่างได้ดียิ่งขึ้น ลดความแข็งเปราะ เพิ่มสมบัติการใ้ช้งานที่อุณหภูมิต่ำได้ดีขึ้น
Antiozonant (สารป้องกันการเสื่อมสภาพอันเนื่องมาจากโอโซน)
สารป้องกันการเสื่อมสภาพอันเนื่องมาจากโอโซน คือ สารเคมีที่เติมลงไปในยางเื่พื่อป้องกันหรือลดการเกิดรอยแตกของยางจากการเกิดปฏิกิริยาของโอโซนกับยางเมื่อยู่ภายใต้ความเครียด
Antioxidant (สารป้องกันการเสื่อมสภาพอันเนื่องมาจากออกซิเจน)
สารป้องกันการเสื่อมสภาพอันเนื่องมาจากออกซิเจน คือ สารเคมีที่เติมลงไปในยางเื่พื่อจับอนุมูลอิสระที่เกิดขึ้นจากปฏิกิริยาของออกซิเจนในอากาศกับยาง (ที่มีพันธะคู่) หรือทำให้ไฮโดรเปอร์ออกไซด์ที่เกิดขึ้นจากปฏิกิริยาแตกตัวต่อไปเป็นส่วนที่ไม่เป็นอันตรายต่อการเสื่อมสภาพของยาง ทำให้ยางมีอายุการใช้งานได้ยาวนานขึ้น
Antidegradant (สารป้องกันการเสื่อมสภาพ)
สาร ป้องกันการเสื่อมสภาพคือสารเคมีที่เติมลงไปในยางเพื่อลดอัตราเร็วในการเสื่อม สภาพของยางอันเนื่องมาจากปัจจัยต่าง ๆ เช่น ออกซิเจน ความร้อน แสงแดด และโอโซน เป็นต้น ทั้งนี้เพราะยางส่วนใหญ่ไม่ทนความร้อนและเสื่อมสภาพได้ง่า
Retarder (สารหน่วงปฏิกิริยา)
สารหน่วงปฏิกิริยาคือสารเคมีซึ่งลดอัตราเร็วการเกิดปฏิกิริยาเคมี เมื่อนำมาใส่ในยางจะช่วยเพิ่มระยะเวลาก่อนที่ยางจะเริ่มเกิดปฏิกิริยาคงรูป ช่วยลดโอกาสที่จะทำการเกิดยางตายได้
Activator (สารกระตุ้นปฏิกิริยา)
สารกระตุ้น ปฏิกิริยาเป็นสารเคมีหรือส่วนผสมของสารเคมี ทำหน้าที่เพิ่มประสิทธิภาพ การทำงานของตัวเร่งปฏิกิริยาให้สามารถเกิดปฏิกิริยาได้เร็วขึ้น ตัวอย่างของสารกระตุ้น ปฏิกิริยาที่ใช้กันมากที่สุดในอุตสาหกรรมยาง ได้แก่ ซิงค์ออกไซด์ และ กรดสเตียริก
Accelerator (สารเร่งปฏิกิริยาหรือสารเร่งให้ยางคงรูป)
สารเร่งปฏิกิริยาหรือสารเร่งให้ยางคงรูปคือสารเคมีที่เติมลงไปในยางในปริมาณเล็กน้อยเพื่อลดเวลาที่จะทำให้ยางคงรูป โดยการเร่งอัตราการเกิดปฏิกิริยาให้ยางคงรูปเร็วขึ้น
Additives (สารเติมแต่ง)
สารเติมแต่งเป็นสารเคมีที่เติมเข้าไปในยางเพียงเล็กน้อยเพื่อปรับปรุงสมบัติต่างๆ ตามต้องการ มีหลายประเภท เช่น สารกันออกซิเดชัน สารกันไฟฟ้าสถิต สารเพิ่มสี และสารหน่วงการติดไฟ เป็นต้น
เครื่องวัดความหนืดมูนีของยาง (Mooney Viscometer)
เครื่องหาเวลาและอุณหภูมิคงรูปของยางมีความสำคัญ และจำเป็นอย่างไรสำหรับอุตสาหกรรมยาง จะขอแนะนำเครื่องมือชนิดหนึ่งที่มีความสำคัญสำหรับอุตสาหกรรมยางคือ เครื่องวัดความหนืดมูนีของยาง ถ้าจะเปรียบเครื่องหาอุณหภูมิและเวลาคงรูป
ของยางเป็นหัวใจของโรงงานอุตสาหกรรมยางแล้ว เครื่องวัดความหนืดมูนีของยางก็อาจจะ
เปรียบเสมือนเป็นเลือดที่หัวใจสูบฉีดไปหล่อเลี้ยงโรงงานอุตสาหกรรมทำให้แข็งแรงและเติบโตขึ้น ถ้า
จะลองพิจารณาดูถึงเครื่องจักรและเครื่องมือที่เกี่ยวข้องในอุตสาหกรรมยาง อาจจะแบ่งง่ายๆออกได้ดังนี้
ตาราง แสดงขั้นตอนการผลิตของโรงงานอุตสาหกรรมยาง
ขั้นตอนการผลิต เครื่องจักร เครื่องมือ
1. การผสมยางดิบ - เครื่องผสมแบบเปิด
กับสารเคมีและน้ำมัน เช่น เครื่องผสมแบบ 2 ลูกกลิ้ง
(Raw rubber, Filler, (Two-rolls mill หรือOpen mill - เครื่องวัดความหนืดมูนีของยาง
Chemicals, Oil) - เครื่องผสมแบบปิด เช่น
Banbury Shaw intermix
Kneader
2. การขึ้นรูปยางผสมเสร็จ - เครื่องอัดแบบขึ้นรูปยาง
(Rubber Compound) (Compression machine with heated - เครื่องวัดความหนืดมูนีของยาง
plates)
3. การทำให้ยางคงรูป - เครื่องรีดขึ้นรูปยาง
(Vulcanize or Cure) (Calender)
- เครื่องฉีดขึ้นรูปยาง
(Injection machine)
- เครื่องอัดดันขึ้นรูปยาง
(Extrusion machine)
เครื่องให้ความร้อนแบบต่างๆ เช่น ลม - เครื่องหาเวลาและอุณหภูมิคงรูป
ของยาง
ร้อน ไอน้ำ ไฟฟ้า ไมโครเวฟ - เครื่องวัดความหนืดมูนีของยาง
จากตาราง จะเห็นว่าเครื่องวัดความหนืดมูนีของยางเป็นเครื่องมือที่ใช้ตั้งแต่เริ่มต้นกระบวนการผลิต
จนถึงขั้นตอนสุดท้ายในกระบวนการผลิต คือ
1. ใช้หาความหนืดของยางดิบที่ส่งเข้าสู่โรงงานเพื่อการควบคุมคุณภาพ (Quality control, QC)
เพื่อให้ยางดิบมีความหนืดที่สม่ำเสมอตรงตามเกณฑ์กำหนด (Specification) ของโรงงาน ถ้าพบว่ายางมี
ความหนืดมากหรือน้อยเกินไปแต่จำเป็นต้องนำมาใช้งาน โรงงานก็สามารถปรับเปลี่ยนกระบวนการ
ผลิตให้เหมาะสมได้
2. ใช้หาความหนืดและเวลาที่ยางสามารถไหลได้ในขณะทำการผลิต (Scorch time) รวมทั้ง
คุณสมบัติในการคงรูปของยาง (Cure characteristics) เช่น ดัชนีการคงรูป (Cure index) เพื่อสามารถ
กำหนดแรงอัด อุณหภูมิ และเวลาที่เหมาะสมสำหรับการขึ้นรูปผลิตภัณฑ์ยาง เพื่อให้ได้ผลิตภัณฑ์ที่มี
คุณภาพ มีของเสียน้อยประหยัดทั้งเวลา บุคลากร และค่าสาธารณูปโภคต่างๆ
โดยกราฟความหนืดของยางที่อ่านได้จากเครื่อง Mooney viscometer จะเป็นดังนี้
Time (min.)
ในการรายงานค่าความหนืดที่อ่านได้จากกราฟจะเป็นดังนี้
30 ML1 + 4 (100๐c)
ความหมาย
30 M หมายถึง ค่า Mooney viscosity ของยาง
L หมายถึง ใช้จานหมุนขนาดใหญ่ (Large rotor)ในการทดสอบ
(ถ้าใช้จานหมุนขนาดเล็กใช้ตัวอักษร S)
1 หมายถึง เวลา (นาที) ที่ใช้ในการอุ่นยาง (Preheating time)
ก่อนจานหมุนเริ่มทำงาน
4 หมายถึง เวลา (นาที) ที่ใช้ในการเดินเครื่อง แล้ววัดค่าความหนืด
100๐C หมายถึง อุณหภูมิ (องศาเซลเซียส) ที่ใช้ในการทดสอบ
สำหรับการทดสอบเพื่อหาสมบัติการคงรูปของยางคอมเปาวด์ (Rubber compound) นั้น กราฟ
ที่ได้จากการทดสอบจะมีลักษณะดังรูป
กราฟแสดง Cure characteristics ของยางคงรูปที่หาได้จากเครื่อง
Mooney viscometer เมื่อใช้จานหมุนขนาดใหญ่
โดย MV หมายถึง ค่า Mooney ต่ำสุด
t5 หมายถึง ค่า Mooney สูงกว่าจุดต่ำสุด 5 หน่วย หรือ
Mooney scorch time
t35 หมายถึง ค่า Mooney สูงกว่าจุดต่ำสุด 35 หน่วย
ΔtL = t35 – t5 หมายถึง ค่าดัชนีการคงรูป (Cure index) เมื่อใช้จานหมุนขนาดใหญ่
(ถ้าใช้จานหมุนขนาดเล็กค่าดัชนีการคงรูป ΔtS = t18 – t3)
เอกสารอ้างอิง
ASTM D 1646-04, “Standard Test Methods for Rubber −Viscosity, Stress Relaxation,
and Pre-Vulcanization Characteristics (Mooney Viscometer),” ASTM, 100 Barr Harbor Drive, West
Conshohocken, PA 19428-2959.
เครื่องหาเวลาและอุณหภูมิคงรูปของยางมีความสำคัญ และจำเป็นอย่างไรสำหรับอุตสาหกรรมยาง จะขอแนะนำเครื่องมือชนิดหนึ่งที่มีความสำคัญสำหรับอุตสาหกรรมยางคือ เครื่องวัดความหนืดมูนีของยาง ถ้าจะเปรียบเครื่องหาอุณหภูมิและเวลาคงรูป
ของยางเป็นหัวใจของโรงงานอุตสาหกรรมยางแล้ว เครื่องวัดความหนืดมูนีของยางก็อาจจะ
เปรียบเสมือนเป็นเลือดที่หัวใจสูบฉีดไปหล่อเลี้ยงโรงงานอุตสาหกรรมทำให้แข็งแรงและเติบโตขึ้น ถ้า
จะลองพิจารณาดูถึงเครื่องจักรและเครื่องมือที่เกี่ยวข้องในอุตสาหกรรมยาง อาจจะแบ่งง่ายๆออกได้ดังนี้
ตาราง แสดงขั้นตอนการผลิตของโรงงานอุตสาหกรรมยาง
ขั้นตอนการผลิต เครื่องจักร เครื่องมือ
1. การผสมยางดิบ - เครื่องผสมแบบเปิด
กับสารเคมีและน้ำมัน เช่น เครื่องผสมแบบ 2 ลูกกลิ้ง
(Raw rubber, Filler, (Two-rolls mill หรือOpen mill - เครื่องวัดความหนืดมูนีของยาง
Chemicals, Oil) - เครื่องผสมแบบปิด เช่น
Banbury Shaw intermix
Kneader
2. การขึ้นรูปยางผสมเสร็จ - เครื่องอัดแบบขึ้นรูปยาง
(Rubber Compound) (Compression machine with heated - เครื่องวัดความหนืดมูนีของยาง
plates)
3. การทำให้ยางคงรูป - เครื่องรีดขึ้นรูปยาง
(Vulcanize or Cure) (Calender)
- เครื่องฉีดขึ้นรูปยาง
(Injection machine)
- เครื่องอัดดันขึ้นรูปยาง
(Extrusion machine)
เครื่องให้ความร้อนแบบต่างๆ เช่น ลม - เครื่องหาเวลาและอุณหภูมิคงรูป
ของยาง
ร้อน ไอน้ำ ไฟฟ้า ไมโครเวฟ - เครื่องวัดความหนืดมูนีของยาง
จากตาราง จะเห็นว่าเครื่องวัดความหนืดมูนีของยางเป็นเครื่องมือที่ใช้ตั้งแต่เริ่มต้นกระบวนการผลิต
จนถึงขั้นตอนสุดท้ายในกระบวนการผลิต คือ
1. ใช้หาความหนืดของยางดิบที่ส่งเข้าสู่โรงงานเพื่อการควบคุมคุณภาพ (Quality control, QC)
เพื่อให้ยางดิบมีความหนืดที่สม่ำเสมอตรงตามเกณฑ์กำหนด (Specification) ของโรงงาน ถ้าพบว่ายางมี
ความหนืดมากหรือน้อยเกินไปแต่จำเป็นต้องนำมาใช้งาน โรงงานก็สามารถปรับเปลี่ยนกระบวนการ
ผลิตให้เหมาะสมได้
2. ใช้หาความหนืดและเวลาที่ยางสามารถไหลได้ในขณะทำการผลิต (Scorch time) รวมทั้ง
คุณสมบัติในการคงรูปของยาง (Cure characteristics) เช่น ดัชนีการคงรูป (Cure index) เพื่อสามารถ
กำหนดแรงอัด อุณหภูมิ และเวลาที่เหมาะสมสำหรับการขึ้นรูปผลิตภัณฑ์ยาง เพื่อให้ได้ผลิตภัณฑ์ที่มี
คุณภาพ มีของเสียน้อยประหยัดทั้งเวลา บุคลากร และค่าสาธารณูปโภคต่างๆ
โดยกราฟความหนืดของยางที่อ่านได้จากเครื่อง Mooney viscometer จะเป็นดังนี้
Time (min.)
ในการรายงานค่าความหนืดที่อ่านได้จากกราฟจะเป็นดังนี้
30 ML1 + 4 (100๐c)
ความหมาย
30 M หมายถึง ค่า Mooney viscosity ของยาง
L หมายถึง ใช้จานหมุนขนาดใหญ่ (Large rotor)ในการทดสอบ
(ถ้าใช้จานหมุนขนาดเล็กใช้ตัวอักษร S)
1 หมายถึง เวลา (นาที) ที่ใช้ในการอุ่นยาง (Preheating time)
ก่อนจานหมุนเริ่มทำงาน
4 หมายถึง เวลา (นาที) ที่ใช้ในการเดินเครื่อง แล้ววัดค่าความหนืด
100๐C หมายถึง อุณหภูมิ (องศาเซลเซียส) ที่ใช้ในการทดสอบ
สำหรับการทดสอบเพื่อหาสมบัติการคงรูปของยางคอมเปาวด์ (Rubber compound) นั้น กราฟ
ที่ได้จากการทดสอบจะมีลักษณะดังรูป
กราฟแสดง Cure characteristics ของยางคงรูปที่หาได้จากเครื่อง
Mooney viscometer เมื่อใช้จานหมุนขนาดใหญ่
โดย MV หมายถึง ค่า Mooney ต่ำสุด
t5 หมายถึง ค่า Mooney สูงกว่าจุดต่ำสุด 5 หน่วย หรือ
Mooney scorch time
t35 หมายถึง ค่า Mooney สูงกว่าจุดต่ำสุด 35 หน่วย
ΔtL = t35 – t5 หมายถึง ค่าดัชนีการคงรูป (Cure index) เมื่อใช้จานหมุนขนาดใหญ่
(ถ้าใช้จานหมุนขนาดเล็กค่าดัชนีการคงรูป ΔtS = t18 – t3)
เอกสารอ้างอิง
ASTM D 1646-04, “Standard Test Methods for Rubber −Viscosity, Stress Relaxation,
and Pre-Vulcanization Characteristics (Mooney Viscometer),” ASTM, 100 Barr Harbor Drive, West
Conshohocken, PA 19428-2959.
การออกแบบแม่พิมพ์ฉีดขึ้นรูปผลิตภัณฑ์ยาง Principle of the Rubber Injection Moulding Design
บทคัดย่อ
ในการออกแบบแม่พิมพ์สำหรับกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยางนั้นจะต้องคำนึงถึงปัจจัยหลายอย่างได้แก่ วัสดุที่ใช้ทำแม่พิมพ์ การให้ความร้อนแก่แม่พิมพ์ ช่องทางไหลเข้าในแม่พิมพ์ ช่องทางวิ่งร้อน ช่องทางไหลแบบเย็น แบบของแม่พิมพ์ รูปทรงของชิ้นงานภายในแม่พิมพ์ ช่องลมภายในแม่พิมพ์ ซึ่งจะส่งผลต่อการออกแบบแม่พิมพ์ โดยทั่วไปแล้วการออกแบบแม่พิมพ์ของผู้ประกอบการภายในประเทศนั้นยังใช้ประสบการณ์ และใช้การลองผิดลองถูกในการออกแบบ ซึ่งจะส่งผลให้เกิดปัญหากับชิ้นงานในด้านคุณภาพและกระบวนการผลิตเมื่อนำแม่พิมพ์ไปใช้งาน ในบทความนี้ได้นำเสนอหลักของการออกแบบแม่พิมพ์ฉีดที่ถูกต้อง เพื่อแก้ไขปัญหาที่เกิดขึ้นในการออกแบบแม่พิมพ์ฉีดรวมทั้งลดปัญหาการแก้ไขปัญหาที่เกิดขึ้นในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยาง คำสำคัญ: แม่พิมพ์ฉีดยาง, การออกแบบแม่พิมพ์
Abstract
In the Rubber injection moulding design to consideration for a important factor; Material, Mould Heating, Sprue, Hot runner, Cold Runner, Mould layout, Cavity layout and Mould Venting that to affect for Rubber injection moulding design. General for rubber injection mould design by a factory to use experience as Trial and Error. When used the mould that affect to the quality of product and process. In this article present a Principle of the Rubber Injection Moulding Design for moulding design is correct and to reduce a waste in process. Keywords: Rubber Injection Moulding, Mould design ที่มาและความสาคัญ
ในปัจจุบันทางภาคเหนือของประเทศไทยได้มีการปลูกยางพารากันอย่างแพร่หลาย ซึ่งภายในจังหวัดเชียงรายนั้นได้มีพื้นที่ในการปลูกมากเป็นอันดับหนึ่งของทางภาคเหนือ อยู่ที่ 81,936 ไร่ [1] ในปี 2550 และเมื่อพิจารณาดูการปลูกยางพาราของประเทศไทยนั้นได้มีการผลิตและมีปริมาณการส่งออกยางธรรมชาติมากเป็นอันดับต้นๆของโลกโดยในปี 2548 ประเทศไทยส่งออกประมาณ 99,632,580 กิโลกรัม (ผลรวมจาก 3 แห่ง คือ หาดใหญ่, สุราษฎร์ธานี และนครศรีธรรมราช) [2] ซึ่งรวมเป็นมูลค่าประมาณ 5,500 ล้านบาท ส่วนการส่งออกผลิตภัณฑ์สำเร็จรูปและผลิตภัณฑ์ยางของไทยนั้นมีแนวโน้มเพิ่มสูงขึ้นในทุกๆปีโดยสังเกตจากข้อมูลปี 2544 – 2546 มีมูลค่าการส่งออกในปี 2544 ส่งออก 48,484.18 ล้านบาท ปี 2545 ส่งออก 54,369.84 ล้านบาท และในปี 2546 ส่งออก 64,548.30 ล้านบาท อย่างไรก็ตามในปี พ.ศ. 2544 - 2546 นั้นมีปริมาณการใช้ยางธรรมชาติเพื่อนาไปแปรรูปเป็นผลิตภัณฑ์ประมาณ 15% ของปริมาณยางธรรมชาติที่ผลิตได้ซึ่งถือว่าน้อยเมื่อเทียบกับผลผลิตที่ผลิตได้ ดังนั้นคณะกรรมการนโยบายยางธรรมชาติจึงได้กำหนดยุทธศาสตร์การพัฒนายางพาราครบวงจร [3] เพื่อให้การพัฒนายางพาราของประเทศมีทิศทางที่ชัดเจน โดยในส่วนของยุทธศาสตร์ด้านอุตสาหกรรมยางนั้น มีมาตรการดำเนินการทั้งในระยะสั้นและระยะกลางที่ต้องการพัฒนาเทคโนโลยีการแปรรูปยางดิบของประเทศเพื่อเพิ่มมูลค่าและนำยางดิบไปใช้อย่างมีประสิทธิภาพ โดยมีสัดส่วนการใช้เพิ่มเป็น 20% ของปริมาณยางธรรมชาติที่ผลิตได้ของประเทศไทย
ในกระบวนการแปรรูปยางพาราเพื่อเปลี่ยนเป็นผลิตภัณฑ์ต่าง ๆ ในปัจจุบัน สามารถแบ่งได้ 3 แบบ [4] คือ แบบอัด (Compression Moulding) แบบกึ่งอัด (Transfer Moulding) และแบบฉีด (Injection Moulding) โดยแม่พิมพ์แบบอัดเป็นแม่พิมพ์ที่ใช้กันอย่างแพร่หลายและมีราคาถูกกว่าแบบอื่นเหมาะสำหรับใช้ในการผลิตผลิตภัณฑ์ยางที่ไม่มีความซับซ้อนของรูปร่างมากนัก ในขณะที่แม่พิมพ์กึ่งฉีดนั้นจะใช้กับผลิตภัณฑ์ที่มีความซับซ้อนปานกลางและใช้เวลาที่สั้นกว่าแบบอัด ส่วนแบบฉีดนั้นเหมาะกับอัตราการผลิตที่สูงและผลิตภัณฑ์ที่มีความซับซ้อนสูงแต่มีราคาของแม่พิมพ์ที่สูงด้วยเช่นกัน ในปัจจุบันด้วยความต้องการในด้านรูปร่างความซับซ้อน คุณภาพ และปริมาณที่สูงมีส่วนทำให้ความต้องการแปรรูปผลิตภัณฑ์ด้วยการฉีดขึ้นรูปมีเพิ่มมากขึ้น อย่างไรก็ตามความรู้ด้านการออกแบบและสร้างแม่พิมพ์รวมทั้งการนาเทคโนโลยีไปช่วยเพื่อทำให้แม่พิมพ์ที่ได้มีประสิทธิภาพและใช้งานได้ตรงตามวัตถุประสงค์ที่ต้องการยังมีอยู่จำกัดจึงมีความจำเป็นอย่างยิ่งที่ต้องมีการพัฒนาและนำเอาเทคโนโลยีด้านการออกแบบ และการผลิตที่ทันสมัย เข้าไปช่วยในกระบวนการออกแบบและสร้างแม่พิมพ์ฉีดของผลิตภัณฑ์ยาง โดยทั่วไปแล้วการผลิตแม่พิมพ์ในปัจจุบันจะใช้ผู้ผลิตภายนอกซึ่งใช้เครื่องมือและอุปกรณ์ในการผลิตสมัยเก่า คือเน้นการใช้เครื่องจักรที่ควบคุมด้วยพนักงาน (Manual Machine) และใช้ทักษะความชำนาญของพนักงานปฏิบัติงาน การออกแบบแม่พิมพ์ทำโดยการลองผิดลองถูก (Trial and Error) จึงมีส่วนทำให้เกิดปัญหากับชิ้นงานในด้านคุณภาพและกระบวนการผลิตเมื่อนำแม่พิมพ์มาใช้งาน เช่น ชิ้นงานเกิดครีบซึ่งทำให้ต้องมีการแก้ไขงานและสูญเสียต้นทุนด้านวัสดุที่ไม่ต้องการเป็นอันมากชิ้นงานไม่ได้รูปร่างตรงตามต้องการอันเนื่องจาก การออกแบบแม่พิมพ์ที่ผิดพลาด และการผลิตแม่พิมพ์ที่ไม่ได้คุณภาพเมื่อนำแม่พิมพ์ไปใช้จะทำให้แม่พิมพ์เสียหายหรือเปลี่ยนรูปหลังจากการใช้งานในระยะเวลาไม่นานเนื่องจากการเลือกใช้วัสดุทำแม่พิมพ์ไม่เหมาะสมและสอดคล้องกับการใช้งาน ซึ่งเป็นผลทำให้ต้องใช้ระยะเวลาในการออกแบบและสร้างแม่พิมพ์รวมทั้งการแก้ไขเปลี่ยนแปลงแม่พิมพ์ซ้ำไปซ้ำมาเพื่อให้สามารถนำแม่พิมพ์มาใช้งานได้ค่อนข้างล่าช้าทำให้สูญเสียโอกาสทางการผลิตและไม่สามารถสนองความต้องการของตลาดได้อย่างทันท่วงที จากปัญหาดังกล่าวบทความนี้จึงได้นำเสนอเพื่อที่จะพัฒนากระบวนการออกแบบแม่พิมพ์ฉีดผลิตภัณฑ์ยาง เพื่อแก้ไขปัญหาที่เกิดขึ้นในการออกแบบแม่พิมพ์ฉีดรวมทั้งลดปัญหาการแก้ไขปัญหาที่เกิดขึ้นในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยาง งานวิจัยที่เกี่ยวข้อง R. P. Brown [5] กล่าวถึงเหตุผลและสาเหตุการเสียหายของผลิตภัณฑ์ยาง แนวทางการป้องกันและตัวอย่างความเสียหายที่เกิดขึ้น โดยเฉพาะกับผลิตภัณฑ์ยางที่เป็นล้อรถและซีล โดยความเสียหายดังกล่าวนั้นเกิดจากการออกแบบที่ผิดพลาด การเลือกวัสดุที่ไม่เหมาะสม ความบกพร่องในขั้นตอนการผลิต การติดตั้งที่ไม่ถูกต้อง สภาพการใช้งานที่ไม่ได้คาดการณ์ไว้ การใช้งานที่ผิดวิธีหรือไม่ระมัดระวัง รวมไปถึงการออกแบบในลักษณะที่มีจุดบกพร่อง (Strategic Weakness) J. A. Lindsay [6] ได้ศึกษาถึงปัจจัยที่มีผลต่อความสูญเสียในกระบวนการฉีดผลิตภัณฑ์ยาง ตั้งแต่ช่วงของการออกแบบผลิตภัณฑ์ไปจนถึงการปรับตั้งเงื่อนไขการฉีดของเครื่องจักร อิทธิพลของส่วนผสมและสารเติมเต็ม (Additives) บางตัว ที่มีผลต่อเศษตกค้างในเบ้าแม่พิมพ์ รวมทั้งเกิดตาหนิในชิ้นงานที่ฉีด นอกจากนี้ Lindsay ยังกล่าวถึงการนำระบบบริหารงานคุณภาพ ISO 9001 มาใช้ในการเพิ่มประสิทธิภาพการทำงาน และให้ตระหนักถึงค่าใช้จ่ายที่เพิ่มขึ้นจากชิ้นงานที่มีความซับซ้อนสูงและพิกัดความคลาดเคลื่อนที่ต่า รวมไปถึงความร่วมมือกันระหว่างตัวผู้ผลิตและลูกค้าในแต่ละขั้นตอนเพื่อให้ผู้ผลิตสามารถผลิตผลิตภัณฑ์ที่ตรงตามความต้องการของลูกค้า ทั้งในด้านของคุณภาพ ราคา ระยะเวลาในการส่งมอบและจานวนที่ต้องการ E. Bociaga [7] ได้ศึกษาปัจจัยที่มีผลกับคุณภาพในงานฉีดและใช้ในการอ้างอิงกระบวนการฉีด คือ อุณหภูมิของแม่พิมพ์ ความดันที่ใช้ในการฉีด ความเร็วฉีด และรอบการฉีด โดยทดลองชิ้นงานตัวอย่างที่เป็น HDPE โดยกาหนดปัจจัยคงที่ในการฉีด คือ อุณหภูมิฉีด ความดันฉีด ความดันฉีดย้ำ (Holding Pressure) เวลาฉีดย้ำ เวลาหล่อเย็น และรอบการฉีด และปัจจัยแปรผันในการฉีด คือ อุณหภูมิแม่พิมพ์ และความเร็วฉีด นอกจากนี้ E. Bociaga [8] ยังได้ศึกษาถึงรูปแบบของการฉีดที่ได้จากวิธีการฉีดเข้าเบ้าที่ต่างกัน เช่น ฉีดเข้าจุดเดียวด้านข้าง ฉีดเข้าสองจุดด้านข้าง ซึ่งมีอิทธิผลต่อโครงสร้างและการเกิด Crystallinity ของโพลิเมอร์ ลักษณะของรอยเชื่อมประสาน (Weld Lines) ซึ่งมีผลต่อคุณสมบัติทางกลของชิ้นงาน รวมทั้งระดับการเกิด Crystallinity ที่ตำแหน่งต่าง ๆ ของแม่พิมพ์ D. E. Packham [9] ได้ศึกษาปัญหาในระหว่างกระบวนการฉีดต่างๆ ซึ่งมีสาเหตุได้หลายประการ โดยได้ศึกษาปัญหาการติดของหน้าแม่พิมพ์ (Mould Sticking) ปัญหาเศษตกค้าง (Mould Fouling) และปัญหาการทาความสะอาด ที่เกิดในงานแม่พิมพ์ของวัสดุพอลิเมอร์ โดยได้ทาการศึกษาถึงกระบวนการปลดชิ้นงานในแม่พิมพ์ (Mould Release) ปัจจัยจากชนิดของวัสดุและเงื่อนไขการฉีดที่ส่งผลต่อพฤติกรรมดังกล่าว รวมทั้งความสัมพันธ์ของกรรมวิธีการปรับปรุงผิว (Surface Treatment) ของหน้าสัมผัสแม่พิมพ์ การเลือกสารช่วยปลดชิ้นงาน (Release Agents) วิธีการทำความสะอาดแม่พิมพ์ และการพิจารณาการวัดค่าการปลดชิ้นงานและการตกค้างของเศษ (Fouling)
M. J. Forrest [10] ศึกษาส่วนผสมและผลิตภัณฑ์ยาง เพื่อช่วยในงานควบคุมคุณภาพของผลิตยาง รวมไปถึงค้นหาสาเหตุการเสียหายที่เกิดขึ้นในผลิตภัณฑ์ยางและส่วนผสมของยาง V. Goodship [11] ศึกษาถึงการเลือกใช้วัสดุในกระบวนการฉีดที่ใช้วัสดุหลายชนิด เช่น เทคนิค Coinjection, Bi-injection และ Interval Injection โดยเฉพาะคุณสมบัติด้านการเชื่อมประสาน (Bonding Properties) ของวัสดุ นอกจากนั้น S. L. Kushnarenko [12] ได้ทดสอบเวลาในการบ่มยางให้สุกของรองเท้ายางที่มีส่วนผสมของโลหะ ซึ่งวางในตัวเบ้าขณะทาการฉีด โดยเกิดปัญหาทางความร้อนอันเนื่องจากวัสดุที่ไม่ใช่เนื้อเดียว (Inhomogeneous) ซึ่งสามารถแก้ปัญหาดังกล่าวโดยใช้โปรแกรมคอมพิวเตอร์มาช่วยวิเคราะห์ ทำให้สามารถพยากรณ์เวลาที่เหมาะสมในการบ่มยางให้สุกของผลิตภัณฑ์ยาง จากการตรวจเอกสารงานวิจัยที่เกี่ยวของกับการออกแบบ และการผลิตผลิตภัณฑ์ยางนั้นการออกแบบแม่พิมพ์จะมีผลต่อผลผลิตที่ได้ อายุการใช้งานของแม่พิมพ์ รวมถึงคุณภาพของผลิตภัณฑ์ แนวทางในการนำเสนอบทความ ในบทความนี้ได้นำเสนอการออกแบบแม่พิมพ์ จากการตรวจเอกสารงานวิจัย และหนังสือที่เกี่ยวกับการออกแบบแม่พิมพ์ฉีดยาง ได้แก่
- การเลือกวัสดุที่ใช้ทำแม่พิมพ์
- การให้ความร้อนแก่แม่พิมพ์
- ช่องทางไหลเข้าในแม่พิมพ์
- ช่องทางวิ่งร้อน ช่องทางไหลแบบเย็น
- แบบของแม่พิมพ์
- รูปทรงของชิ้นงานภายในแม่พิมพ์
- และช่องลมภายในแม่พิมพ์
ผลการตรวจเอกสารที่เกี่ยวข้องกับการออกแบบแม่พิมพ์ฉีดยาง การขึ้นรูปผลิตภัณฑ์ยางโดยแม่พิมพ์ (Moulding) การขึ้นรูปผลิตภัณฑ์ยางโดยอัดแม่พิมพ์ เป็นกระบวนการที่มีผลทั้งขึ้นรูปผลิตภัณฑ์ และทำให้ยางคงรูป (shaping of forming and vulcanising) โดยอาศัยความร้อนและแรงอัดยางที่อยู่ในสถานะที่สามารถอ่อนตัวและไหลได้ (plastic state) ในแม่พิมพ์รูปร่างตามที่ต้องการ วิธีการพื้นฐานของการขึ้นรูปโดยใช้แม่พิมพ์มี 3 แบบ
คือ วิธีการใช้แม่พิมพ์แบบอัดธรรมดา (compression mould)
แบบกึ่งฉีด (transfer mould)
และแบบฉีด (injection mould)
แม่พิมพ์แบบฉีด (Injection Mould) แม่พิมพ์แบบฉีด นี้อาจถือว่าพัฒนามาจากแม่พิมพ์แบบกึ่งฉีด และภาพที่ 1 แสดงขั้นตอนของการอัดยางโดยใช้แม่พิมพ์แบบฉีด เครื่องที่ใช้อัดยางเพื่อฉีดเข้าแม่พิมพ์ อาจใช้ชนิดสกรูหรือชนิดลูกสูบ (piston) ซึ่งลักษณะตัวเครื่องฉีดมีทั้งแบบแนวตรง และแบบแนวราบ เป็นเครื่องที่มีหลักการเช่นเดียวกับเครื่องที่ใช้ฉีดพวกพลาสติก ยางที่จะป้อนเข้าเครื่องฉีดอาจอยู่ในรูปลักษณะเม็กเล็ก ๆ ริ้ว หรือชิ้นเล็ก ๆ ในการขึ้นรูปยางโดยใช้แม่พิมพ์และอัดด้วยเครื่องอัด press ธรรมดา (conventional press) นั้น ยางซึ่งเป็นตัวนาความร้อนที่เลว จะถูกทำให้คงรูปโดยอาศัยความร้อนจากภายนอกแม่พิมพ์ แต่ในเครื่องอัดยางแบบฉีด (และแบบกึ่งฉีด) ยางจะถูกหลอมด้วยความร้อนก่อนอย่างทั่วถึง อุณหภูมิของยางขณะที่ผ่านตามช่องทางสู่ช่องของแม่พิมพ์ สูงขึ้นถึง 70 องศาเซลเซียส ความร้อนที่เกิดขึ้นนี้เนื่องมาจากแรงเสียดสี ปฏิกิริยาที่ทำให้ยางคงรูป จึงอาศัยความร้อนที่เกิดขึ้นอย่างทั่วถึงในยาง ดังนั้น จึงก่อให้เกิดการคงรูปที่มีความสม่าเสมอและทั่วถึง แม้ว่าผลิตภัณฑ์จะมีความหนามากก็ตาม และผลที่ได้ คือ ผลิตภัณฑ์มีสมบัติทางกายภาพดี มีการกล่าวกันว่า ผลิตภัณฑ์ที่ทำจากเครื่องอัดยางแบบฉีดมีทนทานต่อการหักงอดีกว่าที่ทำจากการใช้แม่พิมพ์ธรรมดา และอัดโดยเครื่องอัดธรรมดา
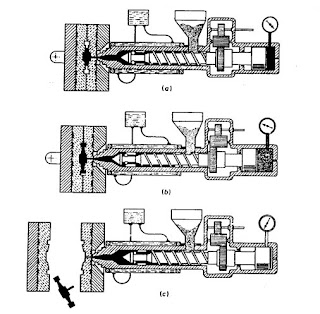
ภาพที่ 1 ขั้นตอนการอัดขึ้นรูปผลิตภัณฑ์ยางโดยแม่พิมพ์แบบฉีดชนิดสกรู (วราภรณ์, [13] ) A สกรูหมุนไปข้างหน้า (จากขวาไปซ้าย) B ยางถูกฉีดเข้าแม่พิมพ์-ซ้ายมือ C ยางคงรูปแล้ว สกรูหมุนกลับและผลิตภัณฑ์หลุดลอยออกจากแม่พิมพ์ ตารางที่1 ข้อดีและข้อเสียของแม่พิมพ์แบบฉีด
ข้อดี
1. เหมาะกับชิ้นงานมีความซับซ้อนและชิ้นงานที่บาง
2. ใช้ระยะเวลาสั้นในการอบยางให้คงรูป
3. ยางเชื่อมกับโลหะได้ดี
4. ชิ้นงานได้ขนาดตามที่ต้องการ
ข้อเสีย
1. ราคาแพงมาก
2. การออกแบบที่ซับซ้อน
3. ใช้ความดันสูงตอนขึ้นรูป
4. มักมีช่องอัดยางน้อยกว่าแม่พิมพ์แบบอัดธรรมดา
5. วางชิ้นส่วนโลหะที่จะประกอบได้ยาก
6. มียางเสียมาก
ที่มา: Sommer [14]
วัสดุที่ใช้ทำแม่พิมพ์
ในการเลือกใช้วัสดุที่จะมาทำแม่พิมพ์ฉีดนั้นจะต้องคำนึงถึงจุดวิกฤตที่มีมากกว่าแม่พิมพ์อัดและแม่พิมพ์ส่งถ่าย ซึ่งในแม่พิมพ์ฉีดนั้นจะถูกกำหนดโดยเงื่อนไขของการควบคุม ซึ่งจะมีความดันที่สูง, อุณหภูมิที่สูงและความถี่ของไซเคิลการทำงาน ซึ่งเงื่อนไขดังกล่าวนี้จะทาให้เกิดอัตราการสึกหรอที่สูง โดยเฉพาะจุดวิกฤตของขอบแม่พิมพ์ที่มาเชื่อมต่อกัน (Parting line) ดังนั้นในการเลือกเหล็กที่จะนามาทำแม่พิมพ์นั้นจะต้องมีคุณภาพที่สูงซึ่งจะทำให้เกิดความคุ้มค่าในการลงทุน ในการสร้างแม่พิมพ์จากวัสดุที่มีคุณภาพในตอนต้นอาจจะเปลี่ยนบางแม่พิมพ์ที่มีจุดวิกฤตสูงๆ ก่อน และต่อจากนั้นทำการเปลี่ยนทั้งหมด ซึ่งจะทำให้คุณภาพของแม่พิมพ์สูงขึ้นและจะทำให้ผลิตชิ้นงานได้นานขึ้น เหล็กที่ใช้ทำแม่พิมพ์ฉีดยางนั้นต้องการเนื้อเหล็กที่สะอาดและปราศจากสิ่งปลอมปน รูพรุนเล็กๆที่เนื้อเหล็ก (porosity) และความบกพร่องอื่น ๆ ซึ่งจะมีผลต่อการสร้างแม่พิมพ์เป็นอย่างมาก ซึ่งจะขึ้นอยู่กับการเลือกเหล็กที่ใช้ผลิต เหล็กที่ผ่านกระบวนการทำให้แข็งนั้นจะขึ้นรูปได้ยากกว่าเหล็กอ่อน ซึ่งจะต้องการเวลามากกว่าการขึ้นรูปเหล็กอ่อน ประมาณ 28% เหล็กที่ผ่านกระบวนการทำให้แข็งนั้นจะนิยมใช้สร้างแม่พิมพ์ฉีดเพราะจะให้ความทนทานที่สูง ในกระบวนการสร้างในปัจจุบันและการปรับปรุงคุณภาพของเหล็กนั้นต่างจากสมัยก่อน ซึ่งจะมีความยากมากกว่าโดยมีความยากในการขึ้นรูปเหล็กที่นามาใช้ทาแม่พิมพ์ซึ่งต้องการลักษณะจาเพาะของเหล็กที่จะนามาสร้างแม่พิมพ์โดยต้องการความมั่นคงและความง่ายในการเชื่อมประสานเหล็ก เหล็ก NAK 55, นั้นจะครอบคลุมคุณลักษณะที่ต้องการของเหล็กที่ใช้ทำแม่พิมพ์ ซึ่งจะใช้แทนเหล็ก 4140 และ P 20
เหล็กบางชนิด สามารถนาผ่านกรรมวิธีทางความร้อน (การปรับปรุงทางความร้อน) ซึ่งจะทาให้ความแข็งเพิ่มขึ้น แต่การเพิ่มขึ้นของความแข็งนั้นจะเกิดขึ้นจากบริเวณผิวที่ลึกลงไปภายในผิวของแม่พิมพ์ ซึ่งจะต้องการความแข็งที่มีลักษณะ
คงที่เท่า ๆ กันตลอดในทุกระดับของความลึก ความแข็งสูงของแม่พิมพ์นั้น จะช่วยให้บริเวณพื้นที่ภายในของแม่พิมพ์จะทนต่อแรงกดที่เกิดขึ้นซึ่งจะทำให้เกิดรอยวาวขึ้น ซึ่งจะเกิดจากการทางานของวงจรการทำงานของแม่พิมพ์ รอยกดที่จะทาให้เกิดการสึกหรอที่มีรอยวาวนั้นส่วนมากจะเกิดในจุดที่เป็นรอยกดของบริเวณพื้นที่ ๆ เป็นจุดวิกฤตในแม่พิมพ์ ที่ใช้เหล็กอ่อนในการทำ ในการที่จะลดรอยวาวที่เกิดจากการกดนั้นจะสำคัญมาก ซึ่งจะทำให้อายุการใช้งานของแม่พิมพ์นั้นสูงขึ้นส่วนใหญ่แล้วจะใช้ชนิดของเหล็กในการทำแม่พิมพ์ฉีดตาม American National Standards Institute (ANSI) - 4140 และ 4130 alloy steel สาหรับตัวแม่พิมพ์ที่ต้องการความทนทาน - 420 และ P 10 tool steel สาหรับรูปทรงของชิ้นงานในแม่พิมพ์ - H13 hot - rolled steel สาหรับตัวดันชิ้นงานออก (ejectors) - 6150 alloy steel สาหรับหัวฉีด (nozzles) ข้อมูลเกี่ยวกับการเลือกใช้เหล็กในการผลิตแม่พิมพ์สามารถที่จะเลือกได้จากผู้จัดจำหน่ายและมาตรฐานต่าง ๆ ของแม่พิมพ์ และการสร้างแม่พิมพ์ ตัวอย่างในเหล็กคาร์บอน สามารถที่จะแบ่งกลุ่มออกเป็น 3 กลุ่ม ได้แก่ - กลุ่มที่มีคาร์บอนต่า (Low Carbon (มีคาร์บอนไม่เกิน 0.35%)) จะมีราคาถูกที่สุด และสามารถเพิ่มความแข็งได้โดยการเพิ่มคาร์บอน (Carburizing) เท่านั้น - กลุ่มที่มีคาร์บอนปานกลาง (Medium Carbon (0.35% ถึง 0.5%)) สามารถที่จะทำให้แข็งได้ประมาณ 54 Rc ซึ่งจะขึ้นอยู่กับคาร์บอนที่มีอยู่ - กลุ่มที่มีคาร์บอนสูง (Carbon (0.5 ถึง 1%)) สามารถที่จะทำให้ความแข็งที่สูงได้ คาร์บอนที่มีอยู่ประมาณ 0.3% สามารถที่จะทำให้ความแข็งเพิ่มขึ้นได้ โดยปริมาณคาร์บอนที่มีอยู่สูงจะทำให้ผลกระทบในการปรับปรุงความแข็งนั้นน้อยลง ซึ่งระบบ ANSI จะอธิบายได้ดังนี้ ตัวอย่างเหล็ก 4140 , 41 เป็นตัวเลขที่บอกชนิดของโลหะผสมที่มีอยู่ ซึ่งในที่นี้จะได้แก่ Chromium และ Molybdenum, และ 40 จะบอกถึงเปอร์เซ็นต์ของคาร์บอน คือ มีคาร์บอนอยู่ 0.4% การสึกหรอที่เกิดขึ้นนั้นโดยทั่วไปแล้วจะอยู่ในรูปของการสึกหรอของการขูดขีด (abrasive (crosive) Wear) และการสึกหรอโดยการยึดติด (adhesive wear) การสึกหรอโดยการขูดขีดนั้นจะเกิดเมื่อส่วนที่แข็งกดลงไปบนบริเวณของแม่พิมพ์ โดยสังเกตได้จากบริเวณที่โดดกดนั้นจะมีลักษณะเป็นรอยมันวาวเกิดขึ้นในลักษณะที่เพิ่มขึ้น การสึกหรอโดยการยึดติด (adhesive wear) ลักษณะการเกิดจะเกิดขึ้นคล้ายกันทั้งในวัสดุที่มีความแข็งและอ่อน ซึ่งจะเกิดที่หน้าสัมผัสของแม่พิมพ์ที่มีความแข็งที่แตกต่างกัน 4 ถึง 8 จุดในความแข็ง Rc ซึ่งจุดที่จะเกิดการสึกหรอนั้นจะเกิดกับเหล็กที่มีความแข็งแรงที่ต่ากว่า โดยทั่วไปแล้วที่ความเค้นที่เกิดขึ้น 10,000 ปอนด์ต่อตารางนิ้ว (psi) จะนิยมใช้ความแข็งที่ 44 Rc และใช้เหล็กที่มีความแข็งสูง ซึ่งโดยทั่วไปในการควบคุมการทำงานที่อุณหภูมิต่านั้นจะสาคัญมากสาหรับวัสดุที่เป็นยาง (TSEs) ค่า Young’s Modulus สาหรับเหล็กคาร์บอนจะลดลงประมาณ 10% เมื่ออุณหภูมิเพิ่มขึ้นจากอุณหภูมิปกติไปเป็น 250C หรือ 400 F และสำหรับแม่พิมพ์ที่ทำมาจากเหล็กสแตนเลส ค่าจะเพิ่มเป็น 10.9% ที่อุณหภูมิ 68F ไปเป็น 400 F สิ่งสาคัญคืออุณหภูมินั้นจะทำให้เหล็กเกิดการขยายตัวซึ่งจะเป็นส่วนสำคัญในการออกแบบทั้งแม่พิมพ์ตัวบนและตัวล่าง ส่วนใหญ่แล้วแม่พิมพ์ที่ทาจากเหล็กหล่อจะมีค่า yield strengths จะอยู่ประมาณ 50,000 ปอนด์ต่อตารางนิ้ว (psi) ซึ่งจะมีค่าความปลอดภัยอยู่ที่ 7 โดยความเค้นที่ใช้ในการทำงานโดยทั่วไปแล้วจะอยู่ในประมาณ 700 ปอนด์ต่อตารางนิ้ว (psi) ควรที่จะทำหน้าสัมผัสของแม่พิมพ์ตัวบนให้มีหน้าสัมผัสที่น้อยในการที่จะสัมผัสกับแม่พิมพ์ตัวล่างเพื่อที่จะหลีกเลี่ยงความเสียหายหน้าสัมผัสของแม่พิมพ์ตัวล่างพื้นส่วนใหญ่จะเกิดการสึกหรอเมื่อมีการใช้งานไปแล้วระยะหนึ่ง ที่สำคัญต้องพิจารณาดูว่าการเลือกยางนั้นเลือกชนิดไหนและมีส่วนผสมอะไรบ้างแล้วจึงพิจารณาในการที่จะเลือกวัสดุที่จะนำมาใช้ทำแม่พิมพ์และดูความสะดวกในการขึ้นรูปและความแตกต่างในระดับของการขัดเงา (polishing) ในเหล็ก P20 และการดูแลรักษาแม่พิมพ์ การออกแบบแม่พิมพ์ (Mould design)
ในการออกแบบแม่พิมพ์สิ่งสาคัญที่จะต้องพิจารณาคือเมื่อมีการออกแบบแม่พิมพ์ฉีดนั้นจะต้องพิจารณาที่จุดการ
เชื่อมโยงกันขององค์ประกอบต่างๆทั้งหมดในการทำงานและควบคุมแม่พิมพ์โดยทั่วไปแล้วในการเปลี่ยนชิ้นงานไปจากเดิมนั้นจะต้องคำนึงถึงความเป็นไปได้ซึ่งจะต้องดูถึงจำนวนของผลกระทบของส่วนผสมของยางที่ไหลไปในช่องทางไหลในช่องรูที่จะเข้าแม่พิมพ์ (sprue) และตลอดทางเดินของยางภายในเครื่องฉีดยางตลอดจนที่เนื้อยางไหลเข้าไปในแม่พิมพ์จนเต็มแม่พิมพ์ ในการฉีดยางนั้นจะต้องพิจารณาถึงปัจจัยที่เกิดขึ้นทั้งกระบวนการ ซึ่งจะมีความสำคัญมากเพราะในการออกแบบแม่พิมพ์จะต้องออกแบบระยะเวลาในการทำงานของขั้นตอนต่าง ๆ ของแม่พิมพ์ฉีดจนเสร็จกระบวนการ ในความสำเร็จของการควบคุมแม่พิมพ์ฉีดนั้นจะขึ้นอยู่กับการออกแบบแม่พิมพ์ที่ดี ในช่วงแรกนั้นจะพิจารณาเริ่มต้นที่เครื่องจักรก่อนว่าเป็นเครื่องที่ฉีดในแนวตั้งหรือแนวนอนเพราะจะต้องพิจารณาในการเปิดแม่พิมพ์ออก เครื่องที่เปิดแม่พิมพ์ในแนวนอนจะได้เปรียบโดยที่เมื่อขณะที่แม่พิมพ์เปิดออก แม่พิมพ์จะแยกจากกันได้ง่ายโดยน้ำหนักของตัวมันเองหรือจะใช้กลไกอัตโนมัติในการแยกออกจากกันโดยอุปกรณ์ในการเคลื่อนที่ขึ้นลง แม่พิมพ์ที่เปิดในแนวตั้งโดยปกติจะจ่ายเนื้อยางไปในช่องทางที่เชื่อมต่อกันเข้าไปในผิวของรูปทรงชิ้นงานโดยจะเข้าไปพบกันที่กึ่งกลางของแม่พิมพ์ แม่พิมพ์ที่เปิดในแนวนอนโดยปกติจะจ่ายเนื้อยางผ่านเข้าไปในช่องทางจ่ายผ่านช่องทางไหลซึ่งจะสร้างขึ้น จะตัดกันที่ครึ่งของแม่พิมพ์ ในการพิจารณาที่ความต้องการโดยให้ขนาดของเรื่องฉีดในการใช้ขึ้นอยู่กับ
1) ขนาดและปริมาตรขององค์ประกอบในการสร้าง
2) จำนวนของแม่พิมพ์ในการสร้างต่อครั้ง
3) พื้นที่ของชิ้นงานภายในแม่พิมพ์และแรงที่ใช้ในการเลือกแม่พิมพ์
4) การฉีดหรือการส่งถ่ายความดันนั้นจะสาคัญต่อเนื้อยางที่จะไหลเข้าไปภายในแม่พิมพ์ซึ่งจะขึ้นอยู่กับธรรมชาติของแม่พิมพ์และตัวเนื้อยาง ที่เห็นได้ชัดเจนแบบคร่าว ๆ คือ ความจุของเนื้อยางภายในรูปทรงชิ้นงาน (shot capacity) แรงดันในการกด และแรงดันในการฉีดของเครื่องจักร กฎในการออกแบบแม่พิมพ์ ผลที่เกิดจากแรงดันในการฉีด และพื้นที่ผิวของแม่พิมพ์รวมกับช่องทางไหลน้อยกว่าแรงปิดของแม่พิมพ์มาก
การออกแบบแม่พิมพ์ฉีดสาหรับยางนั้นสาคัญที่จะต้องคานึงถึง
(1) การควบคุมอุณหภูมิสูงในการทางานบ่อยครั้ง 200-230 C (392-446F)
(2) การเป็นของเหลวของเนื้อยาง
(3) การเปลี่ยนแปลงโครงสร้างของเหลว (เนื้อยาง) โดยรวดเร็ว
เมื่อแม่พิมพ์มีความร้อนเกินกว่า 200C (392F) แม่พิมพ์จะเกิดจากการขยายตัวให้มีการเคลื่อนตัวที่สูง ทาให้ตำแหน่งต่าง ๆ นี้ไม่ได้แนวตามเดิมซึ่งไม่เป็นที่ต้องการ ชิ้นส่วนที่เคลื่อนที่ ใช้หมุดเหล็กในการนำร่องเครื่องขับออก (ejectors) จะต้องทำให้มีความหนา ถ้าไปขัดขวางการเคลื่อนของแม่พิมพ์ในการปิดควรที่จะแก้ไขให้ถูกต้อง ในกรณีที่ไม่ได้ขนาดของแม่พิมพ์ตามที่กาหนด อาจจะทำให้เกิด flash ขึ้นอย่างมากได้ แท่งเหล็กในการกำหนดระยะการทำเป็นแท่งเรียงเพื่อที่จะทำให้ตาแหน่งนั้นแม่นยำ และจะต้องพิจารณาถึงความแตกต่างกันของการขยายตัวระหว่างวัตถุทั้งสอง ซึ่งจะต้องสร้างช่องที่สร้างขึ้นระหว่างแท่งให้เรียวขึ้น ซึ่งอาจจะสูญเสียแนวเส้นในการปิด ตัวแท่งเหล็กกำหนดระยะตัวเมียนั้นจะสวมอยู่รอบตัวผู้เนื้อยางจะไหลเข้าไปในช่อง วิธีการในการกาหนดตำแหน่งจะทำการกำหนดที่สี่ตำแหน่งที่มุมด้านขวาของแต่ละชิ้น และทาการจำกัดการขยายตัวให้หมดไปในทิศทางการเคลื่อนที่ ได้แนะนำให้ใช้พินพ์และมุดในการให้ตำแหน่งที่ถูกต้องโดยจะมีลักษณะที่เดียวในการสวมกัน และที่สำคัญจะต้องมีความแข็งเพื่อที่จะรักษาขนาดเดิมไว้เมื่อมีการขยายตัวเนื่องจากความร้อน ระดับของเหล็กที่ใช้จะต้องดีกว่าโดยปกติทั่วไปที่ใช้ทำแม่พิมพ์อัด เช่น ต้องการ stainless เพื่อป้องกันสนิม มีความแข็ง มีการทำให้แข็งและเหล็กนั้นจะต้องเรียบ เหล็กที่มีความทนทานสูงนั้นจะช่วยให้ระยะเวลาในการใช้แม่พิมพ์นานขึ้นโดยเฉพาะในพื้นที่สัมผัสกับเนื้อยาง ในการเพิ่มขึ้นของอายุการใช้งานของพื้นที่สัมผัสกับยางนั้นควรที่จะทาการขัดให้มีความมันวาวที่สูง และควรทำในชุด Pins และตัวแผ่นประกบด้วยการขัดให้มันวาวขึ้นจะทำให้คุณสมบัติในการไหลดีขึ้นในช่องทางไหล
การให้ความร้อนแก่แม่พิมพ์ (Mould Heating) ในการให้ความร้อนแก่แม่พิมพ์โดยทั่วไปแล้ว จะเลือกใช้แบบการใช้ไฟฟ้าโดยใช้ขดลวดให้ความร้อนเป็นแผ่นหรือแบบปลอกในการให้ความร้อน ซึ่งจะเปลี่ยนจากพลังงานไฟฟ้าเป็นพลังงานความร้อน ปัญหาที่เกิดขึ้นบ่อย ๆ คือการให้ความร้อนแก่แม่พิมพ์ที่มีพื้นที่ที่กว้าง และการทำให้อุณหภูมิคงที่ในการจะส่งถ่ายความร้อนให้แก่แม่พิมพ์เครื่องจ่ายความร้อนที่บิดตัวตามรูปทรงภายในชิ้นงานสามารถที่จะทำให้เกิดจุดความร้อนที่บริเวณต่าง ๆ ได้ การระบายความร้อนสามารถที่จะลดอุณหภูมิที่จะผ่านไปยังผิวของแม่พิมพ์ที่จะไหลผ่านเข้าไปในแม่พิมพ์ การให้ความร้อนโดยกระแสไฟฟ้าโดยความต้านทานหรือการนำปกติจะใช้แหล่งจ่ายให้กับตัวรับประมาณ 1.22 w/cm3 (20 w/in3) ชุดโทโมคับเปิลจะเป็นตัวที่ใช้ควบคุมอุณหภูมิในการเปิดและปิด ขดลวดให้ความร้อนที่อยู่รอบ ๆ แม่พิมพ์จะทำให้ความร้อนที่จ่ายคงที่ และจะค่อย ๆ จ่ายความร้อนน้อยลง และตัดการจ่ายไฟเพื่อป้องกันการสูญเสียความร้อน ในการสูญเสียนั้นตาแหน่งที่เกิดจะเกิดกับแม่พิมพ์ที่มีความยาว การจ่ายความร้อนโดยใช้ขั้วคาร์โทดจะใช้คลื่นความถี่ในแม่พิมพ์ที่มีความบาง (หนาสูงสุดประมาณ 7.6 ซม. (3 นิ้ว) ต่อหนึ่งด้าน) ความร้อนภายในแม่พิมพ์นั้นไม่จำเป็นโดยจะจ่ายความร้อนโดยใช้แผ่นประกบให้ความร้อนแทน ของเสียที่เกิดจากเนื้อวัสดุในขั้นตอนในการฉีดจะเกิดขึ้นในช่องทางไหลและช่องทางจ่าย ซึ่งของเสียนั้นจะทำให้น้ำหนักของชิ้นงานเพิ่มขึ้นเมื่อเสร็จกระบวนการ ระบบช่องทางไหลเย็นได้คิดขึ้นมาเพื่อที่จะลดของเสียที่เกิดจากการไหลของเนื้อยางภายในระบบช่องทางไหล โดยทั่วไปจะทำให้เย็นช่องภายในแม่พิมพ์โดยการขยายกระบอกฉีดของเครื่องจักร โดยจะทำการฉีดเนื้อยางเข้าไปในรูปทรงชิ้นงานโดยตรงในแต่ละชิ้นขณะที่เปิดแม่พิมพ์ออก แม่พิมพ์จะแยกเนื้อยางที่ไหลไปในช่องและจะมีระยะทางที่สั้นในแต่ละชิ้น
แม่พิมพ์จะประกอบด้วย 1) พื้นที่ของรูปทรงภายในแม่พิมพ์ฉีด
2) มีบริเวณฉนวนกันความร้อน
3) มีบริเวณที่กักเก็บเนื้อยางที่มีอุณหภูมิต่ำกว่าจุดที่จะทำเนื้อยางเกิดปฏิกิริยา ในการที่จะทำให้ปลอดภัยของความหลากหลายของอุณหภูมิที่จะทำให้ต่ำกว่าจุดที่จะทำให้เนื้อยางเกิดปฏิกิริยา (Vulcanisation) อุณหภูมิจะอยู่ที่ประมาณ 120 – 130 C (248 - 266F) ในการที่จะตรวจเช็คดูอาจจะทำได้จากการดูเนื้อยางที่เก็บไว้ภายในหัวฉีดของเครื่องฉีดหลังจากการหน่วงเวลาการหมุนของสกรู โดยจะดูได้จากลักษณะของยางว่าเกิด fresh และสังเกตจากสีที่เกิดขึ้น การใช้ระบบช่องทางไหลแบบเย็นนั้นจะทำให้ประหยัดเนื้อยางในการฉีดแต่จะต้อง stripped ในแต่ละชิ้นของชิ้นงานภายในแม่พิมพ์ ซึ่งจะเป็นส่วนที่สาคัญที่จะต้องพิจารณาสาหรับการออกแบบที่ดี ในการออกแบบช่องทางไหลของเนื้อยางที่ดีนั้นจะต้องดูนอกเหนือจากการคุ้มทุนด้วยซึ่งจะต้องพิจารณาถึงการช่วยในการควบคุมชิ้นงานที่จะออกมาจากแม่พิมพ์ ช่องทางไหลเข้าในแม่พิมพ์ (Sprue) ตัวช่องทางไหลนั้นจะเป็นตัวเชื่อมต่อระหว่างเครื่องฉีดกับแม่พิมพ์ฉีดยางซึ่งสามารถที่จะพิจารณาได้จากชิ้นงานและแม่พิมพ์ลักษณะทางเข้าจะมีลักษณะที่เข้าไปในช่องรูที่เล็กแล้วขยายออกไปจนใหญ่ มีลักษณะเป็นรูที่เรียว (taper) ซึ่งจะมีลักษณะเป็นทางเข้าและออกหลังจากเสร็จ วงจรการทำงานซึ่งบางทีเราสามารถที่จะออกแบบช่องทางเข้าให้ตรงกับตัวโพรงของชิ้นงานได้เลย ถ้าอยู่ในลักษณะของชิ้นงานเดียวแต่โดยปกติแล้วชิ้นงานจะมีอยู่หลายชิ้นซึ่งจะต้องทำช่องทางวิ่งให้เนื้อยางไหลเข้าไปในตัวแม่พิมพ์ การออกแบบช่องทางไหล (Runner Design) โดยทั่วไปแล้วการออกแบบช่องทางวิ่งนั้นจะออกแบบเป็นทรงกลมซึ่งจะทาให้ง่ายต่อการไหลของเนื้อยางและง่ายต่อการเปลี่ยนทิศทางแต่จะทำให้ต้นทุนของการทาแม่พิมพ์สูงขึ้นโดยทั่วไปจะออกแบบทั้งเป็นแบบช่องทางวิ่งที่ร้อนหรือช่องทางวิ่งที่เย็น (hot or Cold runner)
ในการออกแบบแม่พิมพ์ฉีดยาง เนื้อยาง (Compound) ในช่องทางวิ่งที่ร้อนจะเกิดการยึดตัวกันภายในเนื้อยางเมื่อโดนความร้อน (Cross links) และที่อยู่ในกระบวนการทางาน แต่ในระบบทางวิ่งเย็นนั้นจะไม่เกิดขึ้น ในการพิจารณาระยะทางระหว่างหัวฉีดจะถึงตัวชิ้นงานต้องมีการออกแบบที่เหมาะสม โดยปกติขั้นการไหลของเนื้อยางจะไหลออกจากหัวฉีดเข้าไปในช่องทางจ่ายยางผ่านเข้าไปในช่องทางไหลผ่าน ช่องทางไหลเข้าไปในทางเข้าและจะไหลผ่านเข้าไปในรูปชิ้นงานในแม่พิมพ์ ช่องทางไหลมีลักษณะเป็นช่องภายในแม่พิมพ์โดยจะได้รับเนื้อยางจากช่องทางจ่ายที่จุดศูนย์กลาง ช่องทางไหลนั้นจะต้องพิจารณาถึงฉนวนที่อยู่รอบ ๆ ช่องทางไหลต้องการออกแบบให้มีระยะทางสั้นและตรงกับรูปทรงชิ้นงานภายในแม่พิมพ์มากที่สุดเพื่อที่จะเป็นการลดของเสียจากเนื้อยางให้น้อยที่สุด ซึ่งจะทำให้ระยะเวลาในการฉีดเนื้อยางเข้าไปในแม่พิมพ์นั้นสั้นลง ในการเลือกช่องทางไหลที่ดีนั้นจะต้องเหมาะสมที่จะใช้หน้าตัดของช่องทางไหลแบบไหน ซึ่งจะแบ่งเป็นแบบหน้าตัดสี่เหลี่ยม เป็นทรงกลม และครึ่งวงกลม ในการไหลนั้นจะต้องไหลผ่านโดยง่ายและ ที่มุมจะต้องทำเป็นแนวโค้งเพื่อลดความดันที่สูญเสียไป ความดันที่สูญเสียไปหรือความต้านทานของการไหลจะเกิดที่บริเวณรอบ ๆ ท่อซึ่งจะขนานไปกับท่อซึ่งจะเป็นไปตามสัดส่วนของความยาวจะเป็นเหตุผลที่จะต้องออกแบบให้ช่องทางไหลที่มีความยาวน้อยที่สุดเท่าที่จะเป็นไปได้ ความดันที่ใช้ในการฉีดจะสูญเสียไปโดยไม่มีประโยชน์สำหรับช่องทางที่ยาวและแคบ ความดันของเครื่องฉีดจะมีข้อกำหนดโดยความดันที่ลดลงขณะที่ไหลไปในช่องทางไหล แต่ถ้าใช้ความดันสูงสุดของเครื่องในการฉีดเนื้อยางเข้าไปในตัวแม่พิมพ์แล้วยังไม่สามารถที่จะชนะแรงดันที่สูญเสียไปนั้น ควรที่จะแก้ไขที่การเพิ่มขนาดของเส้นผ่านศูนย์กลางช่องทางไหลและช่องทางไหล เข้าแม่พิมพ์ และจะต้องพิจารณาถึงขนาดที่ใหญ่ขึ้น ช่องทางวิ่งร้อน (Hot runner) ในการให้ความร้อนแก่เนื้อยาง (compound) ในช่องทางวิ่งร้อนโดยทั่วไปแล้วจะทิ้งยางส่วนนี้ออกไปเมื่อเสร็จกระบวนการแต่บางเวลาจะทาให้เกิดการติดของเศษชิ้นยางที่ตายแล้วผสมกับเนื้อยางที่เข้ามาใหม่ในการผลิครั้งต่อไปเศษชิ้นยางที่ติดเข้าไปจากช่องทางวิ่งร้อนจะเป็นข้อเสียเปรียบหลัก ๆ เพราะจะทำให้เกิดการเสียต้นทุนในมูลค่าของเมื่อยางที่เสียไปแต่จะแก้ได้โดยการกำจัดเนื้อยางที่ติดอยู่ออกไปก่อนที่จะทำการผลิตครั้งต่อไป
ในระบบทางวิ่งสามารถเปรียบเทียบได้กับการกระจายแจกจ่ายน้ำในท่อประปาโดยการไหลของน้ำที่มาก ๆ จะไหลภายในท่อหลักซึ่งมีขนาดใหญ่ (เปรียบได้กับช่องทางไหลเข้า) และท่อหลักที่เล็กลงมาอีกที่จะจ่ายให้กับแต่ละบ้าน (ทางวิ่งหลัก (primary runner)) และแจกจ่ายไปตามท่อรอบ ๆ เพื่อที่จะจ่ายให้บ้านแต่ละหลัง (ทางวิ่งรอง (secondary runner)) และท่อทางวิ่งภายในบ้าน (ช่องทางเข้า (gates)) เป็นลาดับต่อมา ช่องทางเข้าที่ปรับได้ (adjustable gates) ในแต่ละแม่พิมพ์ฉีดนั้นจะเป็นตัวควบคุมการไหลของยางที่จะเข้าไปในรูปทรงชิ้นงานเปรียบเสมือนก๊อกน้ำที่ควบคุมการไหลของน้ำดังแสดงตัวอย่างไว้ในภาพที่ 2
ในส่วนผสมของยางนั้นจะมีความหนืดที่สูงซึ่งจะมีลักษณะเป็นของไหลแบบนอนนิวโตเนียน (non-Newtonian) ซึ่งหลักของการไหลจะมีความซับซ้อนมากกว่าน้าซึ่งจะต้องทาการออกแบบช่องทางวิ่งที่ซับซ้อนกว่า ซึ่งโดยทั่วไปจะออกแบบช่องทางวิ่งเป็นลักษณะวงกลมหรือโค้ง ซึ่งจะทำให้การเปลี่ยนทิศทางของการวิ่งดีกว่าแบบอื่น แต่ก็จะทำให้มีราคาที่สูงขึ้นซึ่งในหน้าตัดนั้นไม่สามารถที่จะทำให้เล็กลงได้เพราะจะมีลักษณะการทำงานโดยการประกบกันทั้งสองส่วน
ภาพที่ 2 แสดงถึงระบบการไหลของแม่พิมพ์แบบฉีด (Summer: 2003) วัตถุประสงค์ในการออกแบบระบบช่องทางไหลเพื่อที่จะทำให้เนื้อยางไหลเข้าไปในรูปทรงชิ้นงานของแม่พิมพ์ฉีดในลักษณะที่พร้อมกันเพื่อที่จะทาให้เนื้อยางนั้นมีสภาวะที่เหมือนกันทุกๆ ส่วนในช่วงเวลาที่ให้ความร้อน ในออกแบบระบบทางไหลให้สมดุลย์กันของการไหลของเนื้อยางนั้นเป็นข้อกาหนดที่สำคัญและเป็นวัตถุประสงค์หลักในการออกแบบช่องทางเข้าและองค์ประกอบอื่น ๆ เช่น อุณหภูมินั้นจะมีผลกระทบต่อพฤติกรรมการไหลของเนื้อยาง
ในการออกแบบช่องทางวิ่งจะมีลักษณะที่คล้าย ๆ กันของทั้ง TSEs และ TPEs ซึ่งในการออกแบบนั้นจะต้องเข้าใจในพฤติกรรมการไหลของระบบและตัวเนื้อยางและดูที่ความสมดุลย์ของการไหลที่จะเข้าไปในแม่พิมพ์ของแต่และชนิดของตัวเนื้อยาง
โดยปกติแล้วการออกแบบช่องทางวิ่งนั้นเราจะออกแบบตามหลักเกณฑ์การออกแบบที่กำหนดไว้และบ่อยครั้งที่จะออกแบบตามรูปทรงของแม่พิมพ์โดยการใช้ประสบการณ์เพราะบางทีการออกแบบโดยการใช้หลักเกณฑ์นั้นอาจจะไม่พอเพียงในการออกแบบที่จะทาแม่พิมพ์ที่จะทำแม่พิมพ์ฉีดนั้นจะออกแบบให้ช่องทางวิ่งนั้นมีขนาดเล็กกว่าขนาดธรรมดาเพื่อที่จะดูลักษณะการไหลก่อนแต่ก็สามารถที่จะทำให้ช่องทางของทางไหลมีขนาดใหญ่ขึ้นตามที่ต้องการได้ เป็นการง่าย ที่จะทำการขึ้นรูปช่องทางไหลใหม่โดยทำการเชื่อมโลหะเข้าไปในช่องทางไหลและนำมาทำการขึ้นรูปช่องทางไหลใหม่ ดังภาพที่ 3 ซึ่งจะแสดงให้เห็นหน้าตัดของช่องทางไหลในรูปแบบต่าง ๆ ในการออกแบบ
ภาพที่ 3 ภาพหน้าตัดของช่องทางไหล ‘a’ รูปครึ่งวงกลม, ‘b’, วงกลม ‘c’ ครึ่งทรงกลมที่มีการขยายแนวยาว และ ‘d’ รูปทรงสี่เหลี่ยม (Summer: 2003) ในรูปแบบความแตกต่างกันของพื้นที่หน้าตัดของช่องทางไหลจะมีทั้งข้อได้เปรียบและเสียเปรียบซึ่งช่องทางไหลแบบครึ่งวงกลมดังรูป ‚a‛ จะทาการขึ้นรูปที่แม่พิมพ์ที่แม่พิมพ์อันเดียว ตัวอย่างเช่น การใช้หัวกัดเป็นรูปทรงกลม (ball-shaped end mill) ซึ่งการขึ้นรูปแบบนี้จะไม่ค่อยได้ความแม่นยำในการสร้างแนวเส้นตรงเท่าไร, ในการให้ความร้อนกับช่องทางไหลนั้นจะมีความสัมพันธ์กันของการเคลื่อนที่กับการเข้าและออกของเนื้อยางที่อยู่ภายใน ในแม่พิมพ์ซึ่งมีขนาดที่เล็กนั้นจะต้องออกแบบแม่พิมพ์ไม่ให้อัตราส่วนของปริมาตรของช่องทางไหลสูงเมื่อเทียบกับปริมาตรของแม่พิมพ์และในช่องทางไหลที่เล็กภายในแม่พิมพ์ที่มีส่วนผสมของยางที่ไหลมีความหนืดสูง (high Viscosity) อาจจะทำให้ยางนั้นไหลช้าก่อนที่จะไปถึงภายในเป้าของแม่พิมพ์ซึ่งจะต้องดูช่องทางไหลให้เหมาะสมกับเวลาในการสุกตัวของยางภายในแม่พิมพ์ช่องทางไหลแบบทรงครึ่งวงกลมจะทำให้การสุกตัวของยางนั้นเร็วกว่าแบบทรงกลมเมื่อมีขนาดของเส้นผ่าศูนย์กลางเดียวกันในการให้ความร้อนแก่ยางในเวลาที่เร็วของหน้าตัดแบบครึ่งวงกลมนั้นจะได้เปรียบกว่าแบบวงกลมถ้าไม่คิดถึงความดันที่เพิ่มขึ้นอย่างสูงของช่องทางไหลแบบครึ่งวงกลม ค่าข้อมูลของรีโอมิเตอร์นั้นจะใช้คำนวณค่าความดันที่สูญเสียไป (pressure drop) ที่ขนาดของความแตกต่างของขนาดช่องทางการไหลในหน้าตัดแบบครึ่งวงกลม, วงกลม และแบบสี่เหลี่ยมสาหรับยางนีโอพรีน (neoprene elastomer) ดังตัวอย่างความดันที่ตกลงของช่องทางไหลแบบครึ่งวงกลมและแบบวงกลมที่มีเส้นผ่าศูนย์กลาง 0.25 นิ้ว จะอยู่ที่ 13,827 และ 11,686 ปอนด์ต่อตารางนิ้ว (psi) เมื่อเปรียบเทียบกันดูแล้วที่เส้นผ่านศูนย์เท่ากันแบบครึ่งวงกลมนั้นจะมีความดันที่ตกลงน้อยเมื่อเปรียบเทียบกับด้านเดียว และความดันจะลดลง 14,124 ปอนด์ต่อตารางนิ้ว (psi) ที่ช่องทางไหลแบบสี่เหลี่ยม ความกว้าง 0.2 นิ้ว และลึก 0.133 นิ้ว ในช่องทางไหลแบบวงกลม ‚b‛ ดังแสดงในภาพที่ 3 นั้นจะต้องขึ้นรูปในแม่พิมพ์ทั้งตัวล่างและตัวบนให้มีแนวเดียวกันซึ่งในปัจจุบันพื้นที่สามารถที่จะทาการขึ้นรูปช่องทางไหลให้ตรงกันได้อย่างแม่นยา, ช่องทางไหลแบบ ‚b‛ สามารถที่จะให้การไหลได้ง่ายกว่าแบบ ‚a‛ ซึ่งจะเหมือนเอาแบบ ‚a‛ มาปะกบกันสองด้าน ในการปรับปรุงช่องทางไหลแบบครึ่งวงกลมแบบ ‚c‛ นั้นจะทาให้ลึกลงไปอีก โดยการสร้างนี้จะทาได้ยากกว่าช่องทางไหลแบบ ‚a‛ หรือ ‚b‛ เพราะความลึกของช่องทางไหล ‚c‛ นั้นจะลึกเกินกว่าเส้นผ่าศูนย์กลางหรือเท่ากับพื้นที่ฉายของวงกลม ซึ่งจะมีปริมาตรของช่องทางไหลมากกว่าแบบ ‚a‛ ซึ่งจะสามารถที่จะให้แรงกดของแค้ม (champ force) เดิมได้ เพราะในการเพิ่มปริมาตรนั้นจะไม่ต้องการแรงกดของแค้มที่เพิ่มขึ้นในตอนปิดแม่พิมพ์และแรงที่ใช้ในตอนเปิดแม่พิมพ์ออกนั้นจะใช้ความดันของยางซึ่งเป็นอิสระต่อช่องทางวิ่งที่ลึกลงไป
สำหรับแม่พิมพ์ที่มีความบางซึ่งไม่สามารถที่จะทำช่องทางวิ่งให้มีลักษณะเป็นทรงกลมได้ ซึ่งจะสามารถทำเป็นช่องสี่เหลี่ยมดังรูป ‚d‛ ได้ โดยสามารถสร้างช่องสี่เหลี่ยมโดยการใช้หัวกัดแบบเอียง (tapered end mill) โดยขึ้นรูปไปบนผิวหน้า
ของแม่พิมพ์ สาหรับช่องทางวิ่งแบบ ‚d‛ มีโอกาสทำให้เนื้อยางที่อ่อนฉีกขาดได้ขณะที่ทำการไหลเนื่องจากมีมุมที่คมที่ร่องทั้งสองด้านและจะมีโอกาสที่จะทาให้เกิดสิ่งสกปรกไปติดอยู่ในมุมของร่องทางไหลได้ การกำจัดมุมที่คมออกโดยทำให้มีลักษณะโค้งจะทาให้ลดปัญหาที่เกิดทั้งสองได้ การออกแบบนั้นจะต้องทำให้ช่องทางไหลมีขนาดเล็กที่สุดเท่าที่จะเป็นไปได้และยังสามารถที่จะควบคุมความสมดุลย์ของการไหลของระบบสำหรับแม่พิมพ์แบบฉีดที่จะฉีดเข้าไปในรูปทรงของชิ้นงาน โดยใช้วิธีการของพื้นฐานที่ขึ้นอยู่กับความหนืดในการไหลโดยให้กฎการยกกำลัง (power-law viscosity model) ภายใต้ข้อกำหนดที่อุณหภูมิต่าง ๆ ที่เปลี่ยนแปลง ซึ่งจะไปมีผลกระทบที่สาคัญต่อค่าความหนืดเส้นผ่านศูนย์กลางของทางไหลในทิศตามน้าจากการเชื่อมต่อกันสามารถคานวณโดยการหารเส้นผ่านศูนย์กลางของทางไหลที่ทวนน้ำ และรากที่สามของจานวนท่อทางไหลที่ตามน้ำที่เชื่อมต่อกัน ต่อมาในภายหลังได้กำหนดกฎสำหรับการออกแบบช่องทางไหลให้มีปริมาณเล็กที่สุดโดยใช้หลักการวิเคราะห์ทางคณิตศาสตร์ ในความแตกต่างของยางโดยตัวอย่าง ในแม่พิมพ์แบบสี่หลุม (ชิ้นงาน) โดยใช้การช่องทางไหลสั้นสองและแบบยาวสองในการกาหนดพฤติกรรมการไหลในช่องทางไหล ตัวอย่างของความแตกต่างกันของยาง NR และยางซิลิโคลน (Silicone compound) แสดงให้เห็นความแตกต่างกันภายในแม่พิมพ์ อธิบายโดยการพิจารณาคุณสมบัติทาง รีโอโลยี ของยางเมื่อออกแบบแม่พิมพ์
ระบบช่องทางไหลแบบร้อนสามารถออกแบบเป็นระบบสองหรือสามชั้นของแม่พิมพ์แบบฉีดในภาพที่ 4
แสดงการออกแบบเป็นแบบสองแผ่นโดยเนื้อยางจะไหลจากหัวฉีด (injection nozzle) เข้าไปในช่องทางไหลหกทางและไหลผ่านช่องทางเข้าเพื่อที่จะเข้าไปภายในตัวชิ้นงาน หลังจากที่เนื้อยางไหลเข้าไปภายในตัวแม่พิมพ์ที่มีรูปร่างเป็นชิ้นงานแล้วตอนแรกจะเกิดการทาปฏิกิริยาของเนื้อยาง (crosslinges) ที่บริเวณช่องทางเข้าก่อน (gates) เพราะว่าที่ช่องทางเข้านั้นจะมีความหนาที่น้อยกว่าช่องทางไหลและควรทำให้มีกระจายความร้อนที่ต่าเพราะเนื้อยางภายในช่องทางเข้าจะมีความบางและจะทาให้เกิดปฏิกิริยาของเนื้อยาง ก่อนและเกิดการทำปฏิกิริยาภายในตัวชิ้นงานเนื่องจากพื้นที่ของช่องทางเข้ามีขนาดเล็ก ชั้นของแม่พิมพ์จะแยกออกจากช่องทางไหลที่ช่องทางไหลเข้า ช่องทางไหลเข้าที่เล็กนั้นเป็นตัวกันเศษสิ่งสกปรกที่จะไหลเข้าไปในตัวชิ้นงานที่กล่าวมาเป็นแบบง่ายโดยใช้ต้นทุนต่ำสำหรับแบบ สองชั้น และแบบสามชั้นจะแสดงดังภาพที่ 5
ภาพที่ 4 ออกแบบแม่พิมพ์ฉีดเป็นแบบสองชั้น (Summer: 2003) ภาพที่ 5
ออกแบบแม่พิมพ์ฉีดเป็นแบบสามชั้น (Summer: 2003) เนื้อยางจะไหลเข้าที่ช่องเข้าและไหลลงไปในช่องทางไหลเพื่อที่จะเข้าไปในตัวชิ้นงานแต่ละตัวภายในแม่พิมพ์ ภาพที่ 4 จะแสดงระบบช่องทางไหลที่มีช่องทางไหลลงเพื่อที่จะจ่ายให้ช่องทางไหลที่สองก่อนที่เข้าไปภายในตัวชิ้นงานจะต้องผ่านชุดครีบของทางเข้า (fan gate) ในความแตกต่างกันของการออกแบบขอบทางเข้าแสดงดังภาพที่ 5 จะมีลักษณะทางเข้าเป็นทรงวงแหวนเพื่อที่จะผ่านเนื้อยางที่เข้าไปในตัวชิ้นงานหลังจากนั้นจะทาการบ่มโดยการให้ความร้อนเพื่อที่จะทำให้เกิดปฏิกิริยาของเนื้อยางแม่พิมพ์ที่แยกส่วนเปิดออกมาแสดงในภาพที่ 6
ภาพที่ 6 การทางานแม่พิมพ์ฉีดเมื่อมีการแยกส่วน (Summer: 2003) ทิศทางของลูกศรแสดงถึงทิศทางในการเคลื่อนที่ของแผ่นแม่พิมพ์สาหรับการเคลื่อนที่ซึ่ง อาจทำให้เกิดเศษสกปรกหรือการเสียดสีกันของแม่พิมพ์สิ่งที่สาคัญที่จะต้องพิจารณาถึงการเคลื่อนที่ที่สัมพันธ์ร่วมกันของแม่พิมพ์ทั้ง 2 แผ่น ในการที่จะแก้ไขปรับปรุงลักษณะของการไหลเข้าให้มีลักษณะที่เข้าในแต่ละโมดูลเท่าๆ กันนั้นจะทาโดยการปรับปรุงช่องทางเข้ารูปวงแหวน และการทำให้สิ่งปลอมปนน้อยที่สุดที่เกิดขึ้นจากแม่พิมพ์โดยปกติจะเกิดขึ้นโดยการมีช่องทางเข้าแบบพัดหรือแบบเข็ม (a fan or a pin gate) ในการใช้ระบบช่องทางการไหลแบบเย็น (Cold Runner) นั้นจะเป็นการลดปริมาณยางที่เสียภายในช่องทางไหลลงกว่าแบบระบบช่องทางไหลแบบร้อน ช่องทางไหลแบบเย็น (Cold Runner)
ในภาพที่ 7 จะแสดงถึงช่องทางไหลแบบเย็น (Cold Runner)
ภาพที่ 7 จะแสดงถึงภายหน้าตัดของแบบระบบช่องทางไหลแบบเย็น (Summer: 2003) การถ่ายเทความร้อนของของไหลต้องการให้การไหลของอุณหภูมิภายในท่อของช่องทางไหลแบบเย็นของแผ่นช่องทางไหลเย็น (Cold Runner Plate) ซึ่งจะควบคุมอุณหภูมิของหัวฉีดช่องทางไหลแบบเย็นและตัวเนื้อยางแผ่นฉนวนระหว่างแผ่นอุณหภูมิต่ากับแผ่นที่มีอุณหภูมิสูง ซึ่งจะมีหน้าที่ทำให้ของการถ่ายเทความร้อนน้อยที่สุดระหว่างสองแผ่น และช่องทางรอบ ๆ หัวฉีดในช่องทางไหลแบบเย็นซึ่งจะทำให้ความร้อนถ่ายเทไปให้หัวฉีดน้อยที่สุด โดยที่แผ่นความร้อนที่สูงจะได้รับความร้อนโดยชุดให้ความร้อน จุดที่เชื่อมต่อกันเป็นเนื้อยางที่จะได้รับความร้อนและไม่ได้รับความร้อน (uncured-cured material) จะเกิดขึ้นที่ฐานด้านล่างของหัวฉีด ในแม่พิมพ์แบบสองระดับโดยมีช่องทางไหลแบบแผ่นอยู่ตรงกลางสามารถที่จะใช้กับชิ้นงานที่มีขนาดใหญ่ เช่น ตัวกันกระแทกของทางการแพทย์ (medical stoppers) ในข้อกาหนดอื่น ๆ ของช่องทางไหลแบบเย็นโดยมีสี่หัวฉีดนั้นจะต้องให้โพรงของชิ้นงานแบ่งออกเป็นแถวโดยจะแยกออกเป็นการจ่ายของแต่ละหัวฉีดภายในแม่พิมพ์ ในการใช้ข้อกำหนดนั้นจะทำให้ส่วนลดต้นทุนที่สูงโดยการใช้ระบบช่องทางไหลแบบเย็น เมื่อเปรียบเทียบกับแบบช่องทางไหลที่ร้อน และจะช่วยให้การไหลเป็นไปด้วยดีภายในรูปทรงของชิ้นงานเพราะช่องทางไหลในระบบทางไหลแบบเย็นนั้นตำแหน่งจะอยู่ในชุดของช่องทางไหลแบบเย็นซึ่งจะไม่เหมือนในแม่พิมพ์ที่แสดงให้เห็นในภาพที่ 5
สำหรับระบบช่องทางไหลแบบร้อนในแม่พิมพ์แบบสองแผ่นในภาพที่ 9 จะแสดงการวางตำแหน่งของชิ้นงานและช่องทางไหลในแบบเย็นสำหรับสี่หัวฉีด
ภาพที่ 9 การวางตำแหน่งของชิ้นงานและช่องทางไหลแบบเย็นสาหรับสี่หัวฉีด (Summer: 2003)
ในความแตกต่างของการถ่ายเทความร้อนของของไหลนั้นจะควบคุมโดยแผ่นที่ใช้ควบคุมอุณหภูมิซึ่งจะมีความสัมพันธ์กันของข้อได้เปรียบและข้อเสียเปรียบ น้ำ และน้ำกับน้ำยาผสมกันซึ่งจะถ่ายเทความร้อนได้ผลดี แต่เมื่อทำงานไป
ระยะหนึ่งจะเกิดคราบตะกันเคลือบบริเวณผิวซึ่งจะทำให้ประสิทธิภาพการถ่ายเทความร้อนลดลง การออกแบบช่องทางไหลเข้า (Gate Design) ช่องทางไหลจะไปสิ้นสุดที่ช่องทางไหลเข้าที่รูปทรงของชิ้นงานในแม่พิมพ์ซึ่งจะเป็นช่องทางที่เนื้อยางจะไหลเข้าไปในรูปทรงของชิ้นงานในแม่พิมพ์ ช่องทางไหลเข้าจะมีหน้าที่คล้ายกับหัวฉีด และสามารถออกแบบขนาดและรูปร่าง และจะเป็นช่วงสุดท้ายของเนื้อยางที่จะได้รับความร้อนก่อนที่เนื้อยางจะเข้าไปในแม่พิมพ์ อย่างไรก็ดีจะเป็นการยากที่จะรู้ถึงอุณหภูมิที่สูงขึ้นที่ จุดนี้เพราะไม่สามารถที่จะติดตัววัดอุณหภูมิในตำแหน่งนี้ได้ ดังนั้นจึงแก้ไขโดยการติดตัววัดไว้ที่แม่พิมพ์รอบ ๆ จุดช่องทางไหลเข้าแต่อย่างไรก็ตามในการเปิดแม่พิมพ์อย่างรวดเร็วตัววัดอุณหภูมิจะไม่สามารถอุณหภูมิตอนสุดท้ายได้อย่างแม่นยำ ดังนั้นอุณหภูมิสุดท้ายจึงกำหนดให้เป็นอุณหภูมิของเนื้อยางที่ไหลเข้าไปในแม่พิมพ์ และกำหนดให้ค่าการนำความร้อนของยางนั้นต่ำดังนั้นจะทำให้ความร้อนที่ผิวของแม่พิมพ์จะใช้เวลานานในการเข้าไปถึงตำแหน่งตรงกลางของแม่พิมพ์ ปัจจัยอื่นๆของช่องทางไหลเข้าที่ควรพิจารณาถึงขนาดที่เล็กที่เพียงพอที่จะทำให้เนื้อยางไหลเข้าไปได้ง่ายและมีลักษณะที่เป็นระเบียบที่แน่นอนและไม่จาเป็นที่จะต้องตบแต่งชิ้นงานอีกหลังจากเสร็จสิ้นกระบวนการ ในการออกแบบช่องทางไหลเข้านั้นควรจะไม้ไปมีผลกระทบกับองค์ประกอบอื่นๆในการออกแบบ ถึงแม้ว่าการออกแบบช่องทางไหลเข้านั้นจะมีขนาดและรูปร่างไม่แน่นอนในการออกแบบแต่ก็ควรที่จะมีขนาดที่ใหญ่พอที่จะทำให้เนื้อยางไหลเข้าไปในปริมาตรที่ต้องการของรูปทรงชิ้นงานในแม่พิมพ์และจะต้องสอดคล้องกับระยะเวลาในการไหลเข้าไปในแม่พิมพ์ ช่องทางไหลเข้าควรที่จะมีความแข็งแรงที่พอเพียงที่จะรับแรงของเนื้อยางในการไหลซึ่งจะทำให้การไหลเข้าไปในแม่พิมพ์นั้นคงที่และรวดเร็วและจะมีลักษณะเป็นแผ่นบางๆที่ต่อเนื่องกัน แต่ถ้ามีความแข็งแรงไม่พอเพียงจะทำให้เนื้อยางที่เข้าไปมีลักษณะที่เป็นกิ่งหรือเป็นก้อน ซึ่งจะทาให้ได้ผลผลิตไม่ดีในการผลิต หน้าตัดของช่องทางไหลเข้าโดยทั่วไปจะทำให้มีพื้นที่หน้าตัดเหมือนกับช่องทางไหล(Runner) แต่จะลดขนาดลงมาเหลือประมาณ 0.25 – 0.38 มม ( 0.010 – 0.015 นิ้ว) สาหรับความหนาที่มีเส้นผ่าศูนย์กลาง 0.8 มม ( 1/32 นิ้ว) ขนาดสุดท้ายของช่องทางไหลเข้านั้นจะต้องทำการทดสอบเพื่อที่จะให้แน่ใจว่าจะไม่ทำให้เกิดความร้อนที่เกินความจำเป็นในการไหลของยางที่จะเข้าไปภายในแม่พิมพ์ ในการออกแบบนั้นตอนแรกจะทำให้ช่องทางไหลเข้ามีขนาดที่เล็กก่อนและทาการทดลองจริงแล้วค่อยขยายขนาดของช่องทางไหลเข้าให้ใหญ่ขึ้นตามความเหมาะสม ช่องทางไหลเข้าของแม่พิมพ์แบบฉีดนั้นจะต้องมีการออกแบบที่ดีซึ่งการไหลของเนื้อยางที่จะเข้าไปภายในรูปทรงชิ้นงานนั้นจะเป็นการไหลโดยการฉีดเข้าแบบต่อเนื่องเข้าไปไม่ใช้การไหลแบบรวดเร็วทันทีทันใด ในการเลือกช่องทางไหล และระบบช่องทางไหลเข้า จะพิจารณาได้ในภาพที่ 10
จากการหาผลกระทบของช่องทางไหลเข้าแบบพัด (Fan gate) ดังแสดงในภาพที่ 11 ที่มีลักษณะการเปลี่ยนแปลงของความลึกโดยใช้เนื้อยางในการทดสอบเป็น butyl . ความลึกของช่องทางจ่ายที่ 0.254, 0.508, 0.762, และ 1.016 มม (0.01, 0.02, 0.03, และ 0.04 นิ้ว) และจะแสดงถึงผลกระทบของเวลาในการฉีดและเวลาของการเกิดประติกิริยาของเนื้อยาง (Vulcanisation) ซึ่งจะแสดงให้เห็นในตารางที่ 2 ในความลึกของช่องทางไหลเข้าที่ 1.016 มม (0.04 นิ้ว) ซึ่งจะทาให้ระยะเวลาในการฉีดมีความรวดเร็วและเวลาในการบ่มตัวของเนื้อยางจะเร็วขึ้นช่องทางไหลเข้าที่ใช้ในการเชื่อมต่อโดยการเปลี่ยนแปลงขนาดของเส้นผ่านศูนย์กลางของหัวฉีดดังแสดงในตารางที่ 3.5 ที่การฉีดแบบเร็วที่หัวฉีดเส้นผ่านศูนย์กลาง 3.18 มม (1/8 นิ้ว) และอุณหภูมิในการฉีดต่ำและเวลาในการบ่มเนื้อยางนานขึ้นที่ขนาดเส้นผ่าศูนย์กลางขนาดเล็กจะให้อุณหภูมิในตอนฉีดที่สูงและเวลาในการบ่มที่สั้นลง
ภาพที่ 10 ชนิดของของทางไหลและช่องทางไหลเข้าในรูปแบบต่างๆ (Wheelans, [15] )
ภาพที่ 11 ทางไหลเข้าแบบพัดที่มีความลึก 0.254 มม (0.01 นิ้ว) และทำการเปลี่ยนแปลงความลึกที่ขนาด 0.508 มม. (0.02 นิ้ว), 0.762 (0.03 นิ้ว), 1.016 มม. (0.04 นิ้ว). (Wheelans: 1974) ตารางที่ 2 แสดงถึงผลกระทบของความลึกของช่องทางไหลเข้าที่ความลึกต่างๆ
ที่มา: Wheelans (1974) ในตารางที่ 2 นั้นจะเป็นการทดสอบช่องทางไหลแบบครึ่งวงกลม (half round) 6.35 มม. (1/4 นิ้ว)เครื่องฉีด Daniels Edgwick 45 SR ; อุณหภูมิของกระบอกฉีด 113C (235F); อุณหภูมิของแม่พิมพ์ 204 C ( 400 F) ; ความเร็วของสกรู 100 รอบต่อนาที ; ความดันในการฉีดของเนื้อยาง 108 MN/m2 ( 15640 lbf/in2); เส้นผ่าศูนย์กลางของหัวฉีด 1.98 มม. ( 5/64 นิ้ว); ปริมาตรในการฉีด 48 ลูกบาศก์เซนติเมตร (2.93 ลูกบาศก์นิ้ว); ยาง butyl ที่ 40 ชอร์ ตารางที่ 3 แสดงถึงผลกระทบของขนาดที่เปลี่ยนแปลงของขนาดหัวฉีด
Nozzle diameter (mm) 1.19 1.59 1.98 2.38 3.17
Injection time (s) In to mould 23.5 5.3 2.9 2.2 1.3
Injection temperature (C) 146 151 145.5 140.5 132
Vulcanising time (s) 35 35 35 35 45
ที่มา: Wheelans (1974)
ในตารางที่ 3 จะใช้เครื่องฉีด Daniels Edgwick 45 SR ; อุณหภูมิของกระบอกฉีด 107C (225F); อุณหภูมิของแม่พิมพ์ 204 C ( 400 F) ; ความเร็วของสกรู 100 รอบต่อนาที ; ความดันในการฉีดของเนื้อยาง 113 MN/m2 ( 16320 lbf/in2
Fan gate dept (mm) 0.254 0.508 0.762 1.015
Fan gate dept (in) 1.010 0.020 0.030 0.040
Injection time (s) 5.4 2.8 2.1 2.0
Vulcanising time (s) 35 35 35 30
); ช่องทางไหลแบบครึ่งวงกลม (half round) 6.35 มม. (1/4 นิ้ว) ความลึกของช่องทางไหลเข้าแบบพัด 1.015 มม. (0.040 นิ้ว); ยาง butyl ที่ 40 ชอร์ ในตำแหน่งของช่องทางเข้านั้นจะมีผลต่อการไล่อากาศออกขณะที่เนื้อยางไหลเข้ามาในเป้าชิ้นงานอากาศที่อยู่ภายในจะถูกไล่ออกไป การเพิ่มปริมาณของเนื้อยางเข้าไปในแม่พิมพ์ฉีดจะช่วยกำหนดตำแหน่งของช่องลมซึ่งจะเป็นวิธีการในการกำหนดสร้างขั้นตอนในการไหลดังแสดงให้เห็นในภาพที่ 12
ภาพที่ 12 ขั้นตอนของการไหลของเนื้อยางที่เข้าไปภายในแม่พิมพ์ฉีด (Wheelans: 1974) ในการออกแบบช่องทางเข้า การไหลของเนื้อยางจะเข้าไปในแม่พิมพ์ที่กึ่งกลางในแนวแกนของยางเครื่องสูบลม, ลักษณะการไหลจะไหลไปตามแนวแกน, อากาศจะถูกไล่ออกไปยังที่ริมสุดของแม่พิมพ์เพื่อที่จะออกไปจากแม่พิมพ์, และจะเกิดการไหลตัวของเนื้อยางไปในทิศทางรอบๆ เส้นรอบวงของด้ามยึด ช่วงสุดท้ายของตำแหน่งการไหลจะสิ้นสุดที่ตาแหน่งด้านล่างสุดของชิ้นงานที่ตรงกันข้ามกับช่องทางไหล การไหลของเนื้อยางเข้าไปในแม่พิมพ์จากทางด้านบนและด้านล่างพร้อมๆ กันนั้นก็สามารถที่จะเพิ่มเป็นแบบสองทางเข้าซึ่งก็จะต้องการเนื้อยางในการไหลมากขึ้นซึ่งจะทำให้การทำงานนั้นเร็วขึ้น การรักษาความดันของอากาศจะนำไปใช้ในการเชื่อมต่อกันระหว่างจุดที่สุดของชิ้นงาน (ยางเครื่องสูบลม) และด้ามจับยึด, การกระทำของสารหล่อลื่นจะทาให้การเคลื่อนย้ายชิ้นงานออกมาได้ง่าย, ตาหนิที่บริเวณผิวของชิ้นงานจะเกิดการฉีกขาดบริเวณทางเข้าหรือบางทีจะเกิดตาหนิจากการไหลของเนื้อยางออกมาที่ด้ามจับยึดโดยอากาศที่ถูกบีบอัด ปัญหาที่เกิดขึ้นนี้ต้องการการออกแบบใหม่ของช่องทางเข้าโดยการลดความดันที่ตกค้างบริเวณทางเข้า รูปทรงของตัวชิ้นงานและตำแหน่งของทางเข้าจะสัมผัสกับผลกระทบของการไหลเข้าไปในแม่พิมพ์ของตัวเนื้อยางระหว่างการไหลพฤติกรรมของการไหลแบ่งออกได้หลายชนิด เช่น การไหลออกมาอย่างรวดเร็ว (jetting filling) จะเกิดขึ้นเมื่อการไหลของเนื้อยางออกมาจากช่องทางจ่ายและช่องทางเข้าแม่พิมพ์เคลื่อนที่ไปด้วยความเร็วสูงมากระทบที่บริเวณผิวของแม่พิมพ์ชิ้นงาน การไหลเข้าจะเพิ่มขึ้นโดยเนื้อยางที่พุ่งไปชนแม่พิมพ์นั้นจะพับตัวขึ้นเป็นชั้นๆ การไหลออกมาอย่างรวดเร็วจะเกิดในรูปทรงชิ้นงานที่มีพื้นที่หน้าตัดที่กว้างการไหลแบบเร็วนี้จะเป็นที่ต้องการ ระหว่างการไหลแบบเร็วเข้าไปในแม่พิมพ์เนื้อยางจะมีลักษณะเปียกที่ผนังของแม่พิมพ์หลังจากออกมาจากช่องทางจ่าย (sqrue) หรือช่องทางเข้า (gate) จะทาให้เกิดการอัดแน่นตัวของเนื้อยางขณะที่ไหลเข้าไปในแม่พิมพ์ หลังจากการอัดแน่นเนื้อยางจะไหลเข้ามาเลื่อนที่ผิวหน้าทำให้ระดับผิวหน้าของเนื้อยางเคลื่อนที่ และบังคับอากาศและช่วยเหลือการผลิตให้ชิ้นงานมีความหนาแน่นสูง การไหลของเนื้อยางแบบผิวหน้า (frontal filling) นิยมใช้กับชิ้นงานที่มีหน้าตัดเล็ก ๆ เช่น ยางปัดน้าฝน เป็นต้น เมื่อพิจารณาที่ช่องทางเข้าเดียวนั้นเมื่อเสร็จสิ้นขั้นตอนการฉีดและจะเห็นชิ้นงานที่ทางเข้าจุดศูนย์ด้วยคลายเข็มบางๆ ตำแหน่งเดียวในการไหลเข้าไปในแม่พิมพ์ของยางแบบช่องทางเดียว (pin) นั้นจะสนใจบริเวณที่ยังไม่มีการเติมของเนื้อยาง รูฉีดที่มีขนาดเล็กควรจะยึดติดอย่างมั่นคงที่บริเวณปลายหรือทำเป็นทรงเรียว (tapered) เพื่อที่จะลดการงอตัวของเนื้อยาง, ในการออกแบบควรได้รับการพิจารณาเป็นอย่างมากในตำแหน่งของทางเข้า ตำแหน่งของตัวแทรก (Insert) ภายในแม่พิมพ์ซึ่งจะรวมเข้าไปในตัวชิ้นงานภายในชั้นแม่พิมพ์จำเป็นจะต้องเป็นวัตถุที่แข็งแรงทนต่อการเปลี่ยนแปลงรูปร่างซึ่งภายในแม่พิมพ์นั้นจะมีความดันที่สูงโดยเฉพาะการพิจารณาที่จะใช้พลาสติกแทนเหล็กเป็นตัวแทรกภายในชิ้นงาน ตัวอย่างเช่นการใช้ตัวแทรกในการปิดผนึกต่าง ๆ (seal)
ในการออกแบบแม่พิมพ์สาหรับยางปิดผนึกด้านข้าง (lip seal) ดังภาพที่ 13 แสดงตัวอย่าง และให้ความสำคัญของตำแหน่งทางเข้าของเนื้อยางในตำแหน่งที่จะเข้าสู่ชิ้นงานมีความสำคัญต่อผลกระทบซึ่งอาจเกิดการรั่วไหลของเนื้อยางหลังจากการทดสอบ ช่องทางเข้าในบริเวณลาดเอียง (Heel-gated) ของตัวปิดผนึกจะรั่วหลังจากการทดสอบในช่วงเวลา 15 ถึง 18 นาที และช่องทางเข้าที่เข้าจากด้านข้างจะไม่รั่วหลังจากทดสอบไปแล้วนานเกิน 300 ชม. สิ่งอื่น ๆ จะต้องพิจารณาคือรอย
ตำหนิที่เกิดขึ้นบริเวณทางเข้าและสิ่งมลทินที่เกิดจากแม่พิมพ์หลังจากการแยกแม่พิมพ์ออกจากกันในขั้นตอนการผลิต
ภาพที่ 13 ทางเข้าของเนื้อยางในตำแหน่งด้านบนและด้านล่างของยางปิดผนึกด้านข้าง (Summer: 2003)
เนื้อยาง (compound) ที่แข็งจะสร้างผลกระทบให้เกิดรอยที่บริเวณผิวด้านบนของช่องทางไหลเข้าของตัวแม่พิมพ์, ตำแหน่งที่เกิดจะเกิดขึ้นชัดเจน คือ เกิดการยุบตัวลงไปที่บริเวณผิวหรือเกิดเป็นลักษณะเหมือนภาพฉายทำให้เกิดเงาที่บริเวณผิว เนื้อยางที่อ่อนกว่า 50 ซอร์ (shore) จะทำให้เกิดลักษณะของการยุบตัวหรือภาพฉายขึ้น (depression or projection) จากผิวอยู่ที่ประมาณ 0.015 นิ้ว และถ้าแข็งกว่า 50 ซอร์ ค่าจะอยู่ที่ 0.007 นิ้ว ในภาพที่ 14 แสดงช่องทางไหล และช่องทางไหลเข้าและตัวรูปทรงชิ้นงานภายในแม่พิมพ์ ภาพที่ 14 ช่องทางไหลและช่องทางไหลเข้าและตัวรูปทรงชิ้นงานภายในแม่พิมพ์ (Summer: 2003) ในช่องทางไหลแบบครึ่งวงกลม (semi circular) ดังรูปสามารถออกแบบให้การส่งผ่านเนื้อยางไปยังช่องทางจ่ายโดยมีความแตกต่างที่บริเวณหน้าตัดช่องทางเข้าขนาดของช่องทางเข้า ขนาดของช่องทางไหลเข้าควรจะสัมพันธ์กับเวลาและปริมาตรของรูปทรงชิ้นงาน บ่อยครั้งที่จะสร้างมีขนาดเล็กกว่าในขั้นต้นซึ่งสามารถที่จะทำให้ใหญ่ขึ้นได้ในภายหลัง สาหรับช่องทางไหลเข้าที่เป็นรูปสี่เหลี่ยมที่หน้าตัด (tap gate) สาหรับความยาวของพื้นที่หน้าตัดที่ 0.125 นิ้ว ซึ่งความลึกทั้งสองฝั่งของช่องทางเข้าจะเท่ากัน ซึ่งทางเข้าจะลึกอยู่ 0.01 ถึง 0.015 นิ้ว ช่องทางเข้าที่ลึกจะทำให้เหมาะสมกับค่าปัจจัยในการสร้างแม่พิมพ์ เช่น ใช้สำหรับเนื้อยางที่มีความหนืดสูง ความลึกนั้นจะมีความสำคัญสาหรับช่องทางไหลเข้าที่มีขนาดเล็กซึ่งจะเป็นตัวกาหนดเวลาในการเกิดปฏิกิริยาภายในเนื้อยาง (Crosslinking time) สำหรับเนื้อยางในช่องไหลเข้า ช่องทางที่ไหลเข้าที่ลึก 0.02 นิ้ว และน้อยกว่า จะทาให้เวลาในการฉีดสัมพันธ์กับเนื้อยางที่มีความอ่อน ดังนั้นความลึกของช่องทางไหลเข้าจะเป็นผลกระทบกับเวลาในการเกิดปฏิกิริยาภายในเนื้อยางและเวลาในการเติมเนื้อยางเข้าไปในรูปทรงแม่พิมพ์ ในช่องทางไหลครึ่งวงกลมที่เป็นร่องทั้งด้านบนและด้านล่างมาประกบกันจะเป็นรูปทรงวงกลมและช่องทางไหลเข้าจะเป็นลักษณะรูเข็มที่ทางไหลเข้า (pin gates) ช่องทางไหลเข้าแบบรู (pin gates) นั้น จะมีขนาดอยู่ที่เส้นผ่าศูนย์กลาง 0.010 ถึง 0.150 นิ้ว ควรที่จะใช้ในตาแหน่งที่มีผลกระทบน้อยที่สุดที่จะเกิดกับแม่พิมพ์ โดยปกติจะใช้เส้นผ่านศูนย์กลางประมาณ 0.032 นิ้ว ลักษณะของช่องทางไหลเข้าแบบครึ่งวงกลมสองด้านประกอบและแบบวงกลมนั้นจะสร้างได้โดยการใช้หัวกัดแบบวงกลม แต่จะมีราคาที่สูงกว่าการใช้หัวกัดแบบราบเรียบที่ให้ขึ้นรูปช่องทางเข้าแบบสี่เหลี่ยม ข้ออื่น ๆ ที่ควรจะพิจารณา - การใช้เครื่องมือที่เป็นขนาดมาตรฐานจะทาให้ลดค่าใช้จ่ายลง
- หัวกัดแบบทรงกลมสามารถสร้างช่องทางไหลที่มีขนาดเล็กลงทันทีทันใดได้สะดวก
- ช่องทางเข้าแบบวงกลมจากัดการไหลน้อยกว่าช่องทางเข้าแบบครึ่งวงกลมและแบบสี่เหลี่ยมที่มีพื้นที่หน้าตัดเท่ากัน
ร่องของรูทางไหลเข้าที่อยู่เหนือเนื้อยางที่ไหลเข้าไปในแม่พิมพ์ที่ตำแหน่งรอยต่อของชิ้นงาน (mould parting line) หลังจากการสุกตัวของเนื้อยางเสร็จสิ้นลงแล้ว แม่พิมพ์จะเปิดออกและช่องทางไหลจะแยกตัวออกจากชิ้นงานโดยการเคลื่อนที่ของแม่พิมพ์ โดยการขยายตัวและการฉีกขาดของเนื้อยางที่สุกแล้วในช่องทางไหลเข้า (gates) การฉีกขาดของเนื้อยางจำเป็นที่จะเกิดขึ้นไม่ว่าจะด้านบนหรือด้านล่างของผิวยาง ส่วนที่ฉีกขาดออกเช่นร่องทางไหลจะถูกนำแยกออกไปส่วนมากจะใช้ช่องทางเข้าแบบเอียงทำมุมเข้าด้านล่าง (submarine gate) ดังแสดงในภาพที่ 15 จะดีกว่าในการควบคุมด้านที่จะฉีกขาดออกไป ภาพที่ 15 ช่องทางเข้าแบบเอียงทำมุมเข้าด้านล่าง (submarine gate) ช่องทางเข้าแบบเอียงทามุมเข้าด้านล่างจะจ่ายเนื้อยางเข้าไปในตัวแม่พิมพ์ในตำแหน่งที่ไกลจากรอยต่อของแม่พิมพ์ (parting line) และจะมีมุมประมาณ 45 องศา เพราะว่าช่องทางเข้าแบบเอียงเข้า (submarine gate) นั้นจะฉีกขาดด้วยแรงเลื่อนแทนแรงดึงการเอียงตัวของช่องทางไหลเข้าจะทำให้เนื้อยางไหลเข้าไปที่ผนังจะคงที่ทำให้ชิ้นงานดีขึ้น ช่องทางแบบเฉียงเข้าสามารถที่ขยายตัวได้โดยการขึ้นรูป เพราะสามารถที่จะทำการเอียงตัวแม่พิมพ์ระหว่างทำการขึ้นรูปได้ ควรจะหลีกเลี่ยงในการสร้างช่องทางไหลเข้าที่แม่พิมพ์มีขนาดเล็ก ควรที่จะสร้างตัวแผ่นเหล็กแทรกเข้าไปในช่องภายในแม่พิมพ์, ช่องทางไหลเข้าแบบวงแหวนก็แสดงให้เห็นและขึ้นรูปทรงอื่น ๆ ของทางเข้าที่ใช้กับแม่พิมพ์ฉีด โดยหมุนตรงกลาง เช่น ตรงรอบแหวน (washers) และยางสำหรับร้อยสายไฟฟ้าผ่าน แผ่นโลหะ (gronnets) แบบของแม่พิมพ์ (Mould layout) แบบของแม่พิมพ์นั้นจะต้องพิจารณาถึงการออกแบบสำหรับรูปทรงชิ้นงานในแม่พิมพ์ (Cavities), ชุดให้ความร้อน (heaters), เครื่องมือวัดอุณหภูมิ (thermocouples), ตำแหน่งของ dowels, ฉนวน (insulation), ช่องทางจ่ายยาง (sprue), ช่องทางไหล (runners), ช่องทางเข้า (gates), ชุดกระทุ้งออก (ejectors), ช่องลม (vents), ช่องในการฉีกขาด (fear off grooves) และระบบสุญญากาศ (Vacuum attachments) แบบของรูปทรงชิ้นงานภายในแม่พิมพ์ (Cavity layout) แบบของรูปทรงชิ้นงานที่ดีนั้นจะต้องพิจารณาโดยเฉพาะอย่างยิ่งจำนวนของรูปทรงชิ้นงานภายในแม่พิมพ์ เพราะจะคุ้มค่าในการลงทุนซึ่งจะต้องมากที่สุดเท่าที่จะทำได้ภายในแม่พิมพ์ ซึ่งจะต้องพิจารณาในการออกแบบของแม่พิมพ์ที่เหมาะสมและต้องมีประสิทธิภาพด้วย ในการไหลของยางเข้าไปในรูปทรงของชิ้นงานภายในแม่พิมพ์นั้นต้องการการไหลเข้าไปในแต่ละชิ้นงานนั้นเวลา ณ. ตำแหน่งต่าง ๆ ต้องเท่ากัน อัตราการไหลต้องเท่ากันโดยจะต้องทำการควบคุมสมดุลย์กันของการไหลรอบ ๆ จุดศูนย์กลางในการจ่ายยาง รูปทรงชิ้นงานภายในแม่พิมพ์ (Cavities) รูปทรงของชิ้นงานภายในแม่พิมพ์จะแสดงให้เห็นรูปร่างของตัวเนื้อยางซึ่งจะสำคัญสาหรับความทนทานต่อการเกิดความดันที่สูงและความเค้นที่เกิดขึ้นหลังจากที่เนื้อยางไหลเข้าไปและอากาศที่กดภายในแม่พิมพ์ เวลาที่ไม่สม่าเสมอของการไหลเข้าของเนื้อยางที่เข้าไปในแม่พิมพ์สามารถทำให้ผนังของรูปทรงชิ้นงานเกิดจุด yield point ซึ่งความหนานี้จะไม่พอเพียงในการเพิ่มเติม ตัวแม่พิมพ์นั้นจะห่อหุ้มรูปทรงของชิ้นงานอยู่ความหนาที่พอเพียงนั้นจะต้องทนต่อการเกิดการบิดงอซึ่งจะมีส่วนทำให้เกิดผิวที่มีลักษณะมันวาวเนื่องจากการกระแทกรอยขูดขีด
ความหนาต่ำสุดอยู่ที่ 0.875 นิ้ว ซึ่งจะแนะนำให้ใช้กับแม่พิมพ์ตัวบน ตัวแม่พิมพ์นั้นจะต้องมีความทนทาน และทนต่อจำนวนรอบในการทำงานที่สูงซึ่งจะต้องมีการบำรุงรักษาตามระยะเวลาที่กำหนด องค์ประกอบความสำคัญอื่นๆ ได้แก่ รูปแบบในการวางของรูปทรงภายในแม่พิมพ์ (cavity layout) และพื้นที่ภายในรูปทรงของชิ้นงานในแม่พิมพ์ (Cavity spacing) ในการวางรูปแบบของตัวชิ้นงานในแม่พิมพ์และช่องทางไหลต้องการผลที่จะได้คือต้องการที่จะทำให้ความดันที่กระจายตัวนั้นค่อนข้างที่จะคงที่โดยกระทำตามขวางกับพื้นผิวของแม่พิมพ์บริเวณรอยต่อของแม่พิมพ์ (parting line) การกระจายตัวที่ไม่ได้รูป มีแนวโน้มที่จะทำให้แม่พิมพ์มีการเปิดตัวออกจากกันที่ บริเวณรอยต่อซึ่งจะทำให้เกิดการสึกหรอที่ผิวได้ เช่นเกิดการมันวาวขึ้น เป็นต้น การเกิดแฟส (Flash) เป็นลักษณะของแผ่นฟิล์มบางๆ ของบริเวณภายนอกของเนื้อยางที่เกิดขึ้นบนผิวของตัวแม่พิมพ์ภายในรูปทรง ในการกำหนดการเกิดฟิล์มบางๆ ในชิ้นงานบางชนิดนั้นจาเป็นที่จะต้องเกิดขึ้น ตัวอย่างเช่น ในฉนวนกันกระแสไฟฟ้าในการออกแบบแม่พิมพ์ฉนวนโดยปกติจะออกแบบให้ตัวยึด (clamped ) รวมกันในแนวแกนนอนของชิ้นงาน การเกิดฟิล์มบางๆ ที่รอยต่อของแม่พิมพ์ชิ้นงานฉนวนในแม่พิมพ์ตรงบริเวณนี้จะต้องขัดให้มีผิวเรียบเพื่อที่จะหลีกเลี่ยงการเกิดรอยต่อของชิ้นงานขึ้นเป็นแนวยาวในแนวแกนนอนเมื่อเกิดรอยต่อชิ้นงานจะต้องทำการแก้ไข ในการปรับปรุงออกแบบแม่พิมพ์เปลี่ยนตำแหน่งของการประกอบกับของแม่พิมพ์จากแนวนอนเป็นแนวเส้นรอบวงและลดแนวการประกอบของกันในแนวนอนของแม่พิมพ์ แผ่นฟิล์มบางๆ เป็นสิ่งสาคัญที่จะต้องพิจารณาในการออกแบบแม่พิมพ์ฉีด เช่น การออกแบบโอริ่ง (O-ring) โดยเฉพาะอย่างยิ่งสำหรับโอริ่งที่มีขนาดเล็ก (Small O-ring) แผ่นฟิล์มบาง ๆ ที่เกิดบนโอริ่งจะเกิดที่บริเวณด้านในสุดของเส้นผ่านศูนย์กลางที่เล็กของโอริ่ง (inside diameters I.D.) เป็นอย่างมากและเป็นการยากที่จะทำให้ลดลง ในการออกแบบแม่พิมพ์ที่จะทำให้ลดปัญหานี้เมื่อใช้แท่งสอดแทรกตรงกลางของชิ้นงาน (pin pierces) และทำการลดฟิล์มบาง ๆ ลงโดยทำหลังการเกิดปฏิกิริยา (cross slinking) แผ่นฟิล์มบาง ๆ ที่ผิวด้านนอก (O.D.) สามารถลดลงได้โดยวิธีการธรรมดา เช่น การ Cryogenic tumbling * (ความสมมาตรที่เท่ากันนั้นจำเป็นในการออกแบบรูปทรงชิ้นงานในแม่พิมพ์ เช่น แผงหน้าปัดด้านหน้าของรถ การขัดให้ขึ้นเงาภายในรูปทรงชิ้นงานในแม่พิมพ์ในการขัดนั้นเมื่อเสร็จแล้วความละเอียดจะอยู่ที่ 10 ถึง 20 ไมโคนิ้วก็จะเป็นที่ยอมรับได้ ข้อที่ควรจำการขัดเงาที่จะได้ผลดีจะต้องทำโดยวิธีการที่ถูกต้องและใช้กระดาษทรายเบอร์ 320 ในขั้นตอนสุดท้าย) ในความเป็นไปได้ของการมีจำนวนรูปทรงชิ้นงานภายในแม่พิมพ์มากที่สุดเท่าที่จะเป็นไปได้นั้นยังเป็นปัญหาอยู่ในหลายข้อที่จะต้องคำนึงถึงหนึ่งในนั้นคือแรงกระทำกับผิวที่รอบของรูปทรง เช่น งานที่บริเวณริมขอบของแม่พิมพ์ตอนแม่พิมพ์ปิด ซึ่งจะทำให้การควบคุมอุณหภูมิที่เกิดขึ้นภายในรูปทรงชิ้นงานนั้นยากซึ่งจะเกิดขึ้นในแต่ละตำแหน่งของรูปทรงชิ้นงานและยังมีปัญหาของต่อชิ้นงานอยู่ที่บริเวณมุมของแม่พิมพ์ สาหรับแม่พิมพ์พลาสติกระยะทางการอยู่ที่ 3 นิ้ว จากผิวของรูปทรงแม่พิมพ์กับผิวนอกสุดของแม่พิมพ์ แต่ควรจะเริ่มที่สี่นิ้วขึ้นไป การทำให้แม่พิมพ์มีความเที่ยงตรงในการลงมาประกบกัน ซึ่งจะทำให้พื้นที่ที่ออกแบบไว้ตรงกันสามารถกำหนดได้หลายวิธี เช่น ให้เข็มนำ (leader pins), ใช้ปลอกนำ (bushing) และการใช้สลักร้อยในการใช้สลักร้อยนั้นจะเป็นตัวกลางในการเลื่อนขึ้นลงระหว่างแม่พิมพ์ที่อยู่กับที่กับตัวที่เคลื่อนที่ และต้องพิจารณาตอนประกอบกันของช่องจะต้องตัดกันที่บริเวณขอบ การเชื่อมต่อสำหรับท่อสุญญากาศ และระบบช่องทางไหล การวางตำแหน่งของช่องทางไหลเป็นปัจจัยหลักที่สำคัญที่จะต้องพิจารณาในการเชื่อมต่อกันของช่องว่างซึ่งต้องพิจารณาดังตัวอย่างช่องทางไหลของของไหลที่ถ่ายเทความร้อนและชุดการให้ความร้อนนั้นจะออกแบบให้ผนังของรูปทรงชิ้นงานนั้นจะต้องมีความหนาแน่นพอเพื่อที่จะขัดขวางการเปลี่ยนแปลงรูปทรงไปของผนังในรูปทรงชิ้นงาน ในการออกแบบแม่พิมพ์นั้นจะต้องคำนึงถึงกฎเกณฑ์ข้อบังคับในการออกแบบและพิจารณาองค์ประกอบอื่นๆ ประกอบด้วยโดยอาจจะเปรียบเทียบกับระบบของโทโมพลาสติก ซึ่งจะสามารถนำมาประยุกต์ใช้กับการออกแบบแม่พิมพ์ฉีดยางได้เป็นอย่างดี กฎเกณฑ์ในการออกแบบสำหรับระบบช่องทางไหลพิจารณาในรายละเอียดดังนี้
- ออกแบบให้ระบบช่องทางไหลมีปริมาณน้อยที่สุด
- ออกแบบสำหรับช่องทางไหลของความดันที่สูญเสียค่อนข้างดี
- พิจารณาการเชื่อมต่อของตำแหน่งช่องทางจ่าย (gate) ทุกๆ ตำแหน่ง
ความพร้อมกันของการไหลเข้าที่ภายในแม่พิมพ์ของเนื้อยางภายในแม่พิมพ์เป็นจุดมุ่งหมายหลักสำหรับการออกแบบแม่พิมพ์ การทำให้ช่องทางไหลมีการสอดคล้องกันของการไหลนั้นสำคัญ แต่ยังไม่พอเพียงที่จะทำให้บรรลุถึงจุดมุ่งหมายที่จะทำให้เนื้อยางไหลเข้าพร้อมๆ กัน เพราะยังมีปัจจัยอื่นๆ เช่น ขนาดของทางเข้าและอุณหภูมิเนื้อยางที่มีผลกระทบต่อการไหลเข้าไปในรูปทรงชิ้นงาน ภาพที่ 16 แสดงการจัดการรูปทรงชิ้นงานสาหรับแม่พิมพ์ฉีด
ภาพที่ 16 แสดงการจัดการรูปทรงชิ้นงานสำหรับแม่พิมพ์ (Summer: 2003)
แม่พิมพ์ฉีดที่แสดงในภาพที่ 16 จะแสดงให้เห็นการเชื่อมต่อของชิ้นงานภายในแม่พิมพ์ในแต่ละอัน ซึ่งจะต้องพิจารณาถึงความสมดุลย์กันควบคู่ไปกับความสมมาตรกันของจำนวนรูปทรงชิ้นงานหลังจากการทดสอบการไหลแล้วรูปทรง H จะขาดความสมดุลดังแสดงในภาพที่ 16 ซึ่งผลสรุปคือการออกแบบนี้ใช้กับการออกแบบที่เป็นแม่พิมพ์ของเทอร์โมพลาสติกและก็สามารถที่จะเริ่มนำไปใช้ในการออกแบบแม่พิมพ์เป็นยางได้ ความเค้นเฉือนและความร้อนจะเปลี่ยนแปลงตลอดในตัวโพลิเมอร์ในการไหลไปในช่องทางไหล ทาให้เกิดการไหลที่ไม่สมดุลย์ภายในแม่พิมพ์ที่มีรูปร่างแบบ H จะแก้ไขปัญหาที่เกิดกับการไหลไม่สมดุลย์ว่า ‚Melt Flipper‛ (การละลายของครีบ) การทำให้โพลิเมอร์เกิดการหมุนและวิธีการในการที่จะทำให้เกิดการไหลที่สมดุลย์กันนั้นมีอยู่หลายวิธี เช่น การที่มุมที่เป็นกิ่งเพิ่มเข้าไปในตัวช่องทางไหลและอัตราส่วนของการฉีดที่จะต้องสัมพันธ์กัน มุมที่เป็นกิ่งนั้นจะเป็นมุมที่อยู่ระหว่างช่องไหลที่เชื่อมต่อกับตัวชิ้นงานและตัวกิ่งเอง การเพิ่มขึ้นของมุมที่กิ่งจะทาให้การควบคุมการเพิ่มขึ้นและการไหลไม่สมดุลย์ภายในรูปทรงแม่พิมพ์ หลายวิธีที่แตกต่างกันในการใช้สร้างรูปทรงภายในแม่พิมพ์ โดยการขึ้นรูปโดยเครื่องจักรเป็นวิธีที่นิยมมากที่สุด วิธีการขึ้นรูปสามารถทำรวมกันได้โดยการขึ้นรูปโดยเครื่องจักรแล้วตามด้วยวิธีการ hobbing ทำโดยการลดความแข็งลงโดยการให้แรงกระทำให้เหล็กนั้นอ่อนลงบริเวณภายในรูปทรงของชิ้นงาน การทำ hobbing จะเหมาะสมกับที่จะใช้กับแม่พิมพ์ที่มีจานวนชิ้นงานมากและมีความซับซ้อนของความโค้งสูง แต่มีข้อกำหนดในรูปทรงที่มุมแหลมคม และมีส่วนตัดภายใน (under cuts) และแม่พิมพ์มีการขัดเงาที่สูงและมีการทำมุมทุกด้าน การขึ้นรูปโดยการใช้กระแสไฟในการขับไล่โลหะออก (EDM) เป็นวิธีใหม่ที่เป็นที่นิยมในการขึ้นรูปร่างชิ้นงานภายในแม่พิมพ์ EDM ต่างจากการทำ Hobbing ในการที่จะสร้างรูปร่างของตัวชิ้นงานนั้นจะต้องนำขั้วไฟฟ้าจมลงไปในแผ่นเหล็กที่ต้องการขึ้นรูปหรือใช้เส้นลวดลากผ่านแผ่นโลหะ ในการขึ้นรูปแบบ EDM นี้จะไปทำให้เกิดแรงที่กระทำสูงในขณะที่ทำการควบคุมการขึ้นรูปซึ่งปกติจะเกิดการขึ้นรูปโดยเครื่องจักรและแบบ hobbing EDM สามารถใช้ในการขึ้นรูปรวมกับวิธีการขึ้นรูปอื่น ๆ ในการสร้างร่องที่มีความลึก ซึ่งถ้าต้องการความลึกในแม่พิมพ์ที่กำหนดไว้ครึ่งหนึ่งซึ่งสามารถจะใช้หัวกันได้ แต่ต้องสร้างร่องต่อโดยใช้ EPM ก็จะใช้เวลาการขึ้นรูปเท่า ๆ กัน โดยปกตินั้นแนวทางการเลือกในการทำร่องจะต้องใช้หัวกับความเร็วสูง (high-seed milling) ในการกัดร่องให้ลึกลงไป 30 mm ต่อจากนั้นใช้ EDM ตามจนได้ความลึกตามที่ต้องการ แม่พิมพ์สาหรับผลิตชิ้นส่วนยานยนต์ที่เป็นแนวหน้าปัดด้านหน้าของรถ (fascia) ซึ่งจะต้องการความเที่ยงตรงเป็นอย่างสูงและต้องการแข็งแรง และความต้านทานต่อลมที่ปะทะซึ่งจะเกิดการเปลี่ยนรูปร่างระหว่างที่เคลื่อนที่ไปโดยความเร็วสูง ขนาดของอนุภาคที่กาหนดกันที่จะบรรจุนั้นจะอยู่ในระดับสูงภายในตัวเนื้อยาง (compound) ซึ่งสามารถทำให้เกิดความแข็งแรงได้แต่ถ้าก็มากเกินไปจะทาให้ตัวเนื้อยางมีความหนักสูงภายในตัวแม่พิมพ์ฉีด ในการเลือกตัวผสมที่เป็น โพลิเมอร์ และส่วนผสมอื่น ๆ ในเนื้อยางผสมแบบ EPDM เพื่อจะทำให้เกิดความสมดุลย์ในการไหลเข้าไปภายในแม่พิมพ์ ระยะเวลาในการไหลของยาง ความแข็งและอื่น ๆ ที่ต้องการตามคุณสมบัติ สาหรับวิธีการและเหตุผลทางเศรษฐกิจเป็น EPDM ในภายหลังใช้โพลีโพไพรีน (polypropylene) ในการสร้างโทโมพลาสติก โพลิโอลีฟลีน (thermoplastic polyoletin (TPO) เป็นองค์ประกอบ ช่องลมภายในแม่พิมพ์ (Mould Venting)
สาหรับการผลิตที่มีอัตราส่วนของชิ้นงานที่สูงและจะต้องใช้เวลาในการไหลเข้าที่ควบคุมให้มีระยะเวลาที่สั้นที่สุดใน
การไหลของเนื้อยางเข้าไปในแม่พิมพ์ในเวลาที่น้อยกว่าหนึ่งวินาทีและอากาศที่อยู่ภายในแม่พิมพ์จะต้องไหลออกไปสู่ภายนอกในเวลาเดียวกันด้วยดังนั้นจึงจาเป็นที่จะต้องสร้างช่องทางระบายอากาศของช่องลมไว้ ในเวลาที่มีการฉีดแบบเร็วนั้นในการฉีดนั้นบ่อยครั้งจะมีความยุ่งยากของตำแหน่งของช่องลมภายในแม่พิมพ์ซึ่งจะต้องทาการออกแบบโดยวิธีการนาพาอากาศออกแบบ Diamond – scratching. ในการเปลี่ยนแปลงของอากาศเพียงเล็กน้อยจะทำให้เกิดปฎิกิริยาของเนื้อยางกับออกซิเจนได้รุนแรง ช่องลมนั้นจะมีลักษณะที่แคบเป็นท่อเล็กๆส่วนใหญ่จะทำการออกแบบให้อยู่ในแนวรอยต่อกันของแม่พิมพ์ โดยปกติตำแหน่งของช่องลมนั้นจะอยู่ตรงกันข้ามกับช่องทางไหลเข้าหรือจุดจ่ายและในระบบการจ่ายเนื้อยางแบบหลายทางนั้นจะให้ช่องลมอยู่ระหว่างจุดจ่าย ขนาดของช่องลมจะขึ้นอยู่กับปริมาตรของอากาศที่เคลื่อนที่ออกแต่จะอยู่ประมาณ 0.05 มม. (0.002 นิ้ว) สาหรับความกว้าง และจะลึก 3.2 มม. (1/8 นิ้ว) โดยทั่วไปในการผลิตนั้นจะไม่ค่อยได้สังเกตตำแหน่งของช่องลมเพราะในแบบนั้นช่องลมจะมีลักษณะที่เล็กและการกำหนดลงไปภายในแบบของแม่พิมพ์ซึ่งจะทาให้เกิดการละเลยขึ้นได้ การเกิดหลุดของอากาศ (Air trapping) ภายในตัวชิ้นงานที่อยู่ภายในแม่พิมพ์จะเกิดเป็นแนวยาวและลึกลงไปภายในชิ้นงาน ในการที่จะลดการเกิดนั้นจะต้องมีการเลือกระบบสุญญากาศที่ติดไว้ภายในช่องลมซึ่งปั๊มสุญญากาศนั้นจะต้องพิจารณาถึงอากาศที่ไหลออกที่ต้องใช้เวลาน้อยกว่าหนึ่งวินาทีภายหลังจากทาการปิดแม่พิมพ์และจะต้องพิจารณาถึงผลกระทบที่เกิดขึ้นอย่างสูงที่สุด สรุปผล เมื่อวิเคราะห์การออกแบบแม่พิมพ์ในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยางนั้นจะต้องคำนึงถึงปัจจัยหลายอย่างได้แก่
- วัสดุที่ใช้ทำแม่พิมพ์
- การให้ความร้อนแก่แม่พิมพ์
- ช่องทางไหลเข้าในแม่พิมพ์
- ช่องทางวิ่งร้อน ช่องทางไหลแบบเย็น
- แบบของแม่พิมพ์
- รูปทรงของชิ้นงานภายในแม่พิมพ์
- ช่องลมภายในแม่พิมพ์ ซึ่งจะส่งผลต่อการออกแบบแม่พิมพ์
โดยทั่วไปแล้วการออกแบบแม่พิมพ์ของผู้ประกอบการภายในประเทศนั้นยังใช้ประสบการณ์ และใช้การลองผิดลองถูกในการออกแบบ ซึ่งจะส่งผลให้เกิดปัญหากับชิ้นงานในด้านคุณภาพและกระบวนการผลิตเมื่อนำแม่พิมพ์ไปใช้งาน โดยหลักของบทความที่กล่าวมาข้างต้นนั้นเพื่อที่จะนำแนวทางหรือหลักของการออกแบบแม่พิมพ์ฉีดที่ถูกต้อง เพื่อแก้ไขปัญหาที่เกิดขึ้นในการออกแบบแม่พิมพ์ฉีดรวมทั้งลดปัญหาการแก้ไขปัญหาที่เกิดขึ้นในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยาง
เอกสารอ้างอิง [1] เนื้อที่การปลูกยางพาราของประเทศไทย: สานักงานเศรษฐกิจการเกษตร, 2550. [2] ข้อมูลวิชาการยางพารา 2545: กรมวิชาการเกษตร, กรกฎาคม 2545. [3] ยุทธศาสตร์การพัฒนายางพาราครบวงจร (2542-2546): คณะกรรมการนโยบายยางธรรมชาติ, 2545. [4] วราภรณ์ ขจรไชยกุล, กระบวนการผลิตยาง: กลุ่มอุตสาหกรรมผลิตภัณฑ์จากยาง ศูนย์วิจัยยางสงขลา กรมวิชาการเกษตร, พฤศจิกายน 2530. [5] R. P. Brown, "Rubber Product Failure," Rapra Review Reports, vol. 13, 2002. [6] J. A. Lindsay, "Rubber Injection Moulding : A Practical Guide," Rapra Review Reports, Report 109, vol. 10, 1999. [7] E. Bociaga, "Effect of Mould Temperature and Injection Speed on Selected Properties of Polyethylene Mouldings," International Polymer Science and Technology, vol. 28, pp. 98-102, 2001. [8] E. Bociaga, "Influence of the Method of Feeding the Polymer into hte Injection Mould Cavity on the Structure and Crystalliniy of High Density Polyethylene," International Polymer Science and Technology, vol. 29, pp. 99-102, 2002. [9] D. E. Packham, "Moulding Sticking, Fouling and Cleaning," Rapra Review Reports, vol. 13, 2002. [10] M. J. Forrest, "Rubber Analysis - Polymers, Compounds and Products," Rapra Review Reports, vol. 12, 2001. [11] V. Goodship and J. C. Love, "Multi-material Injection Moulding," Rapra Review Reports, vol. 13, 2002. [12] S. L. Kushnarenko, T. R. Voskresenskii, and V. N. Krasovskii, "Modelling of the Moulding Vulcanisation of Standard Rubber Footwear," International Polymer Science and Technology, vol. 28, pp. 48-49, 2001. [13] วราภรณ์ ไชยกุล, การออกสูตรยางและกระบวนการผลิต: ส่วนอุตสาหกรรมยาง สถาบันวิจัยยาง กรมวิชาการเกษตร กระทเกษตรและสหกรณ์, 2542. [14] J. Sommer, Elastomer Molding Technology: Elastech, January 2003. [15] M. A. Wheelans, Injection Moulding of Rubber: London Butterworths, 1974.
บทคัดย่อ
ในการออกแบบแม่พิมพ์สำหรับกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยางนั้นจะต้องคำนึงถึงปัจจัยหลายอย่างได้แก่ วัสดุที่ใช้ทำแม่พิมพ์ การให้ความร้อนแก่แม่พิมพ์ ช่องทางไหลเข้าในแม่พิมพ์ ช่องทางวิ่งร้อน ช่องทางไหลแบบเย็น แบบของแม่พิมพ์ รูปทรงของชิ้นงานภายในแม่พิมพ์ ช่องลมภายในแม่พิมพ์ ซึ่งจะส่งผลต่อการออกแบบแม่พิมพ์ โดยทั่วไปแล้วการออกแบบแม่พิมพ์ของผู้ประกอบการภายในประเทศนั้นยังใช้ประสบการณ์ และใช้การลองผิดลองถูกในการออกแบบ ซึ่งจะส่งผลให้เกิดปัญหากับชิ้นงานในด้านคุณภาพและกระบวนการผลิตเมื่อนำแม่พิมพ์ไปใช้งาน ในบทความนี้ได้นำเสนอหลักของการออกแบบแม่พิมพ์ฉีดที่ถูกต้อง เพื่อแก้ไขปัญหาที่เกิดขึ้นในการออกแบบแม่พิมพ์ฉีดรวมทั้งลดปัญหาการแก้ไขปัญหาที่เกิดขึ้นในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยาง คำสำคัญ: แม่พิมพ์ฉีดยาง, การออกแบบแม่พิมพ์
Abstract
In the Rubber injection moulding design to consideration for a important factor; Material, Mould Heating, Sprue, Hot runner, Cold Runner, Mould layout, Cavity layout and Mould Venting that to affect for Rubber injection moulding design. General for rubber injection mould design by a factory to use experience as Trial and Error. When used the mould that affect to the quality of product and process. In this article present a Principle of the Rubber Injection Moulding Design for moulding design is correct and to reduce a waste in process. Keywords: Rubber Injection Moulding, Mould design ที่มาและความสาคัญ
ในปัจจุบันทางภาคเหนือของประเทศไทยได้มีการปลูกยางพารากันอย่างแพร่หลาย ซึ่งภายในจังหวัดเชียงรายนั้นได้มีพื้นที่ในการปลูกมากเป็นอันดับหนึ่งของทางภาคเหนือ อยู่ที่ 81,936 ไร่ [1] ในปี 2550 และเมื่อพิจารณาดูการปลูกยางพาราของประเทศไทยนั้นได้มีการผลิตและมีปริมาณการส่งออกยางธรรมชาติมากเป็นอันดับต้นๆของโลกโดยในปี 2548 ประเทศไทยส่งออกประมาณ 99,632,580 กิโลกรัม (ผลรวมจาก 3 แห่ง คือ หาดใหญ่, สุราษฎร์ธานี และนครศรีธรรมราช) [2] ซึ่งรวมเป็นมูลค่าประมาณ 5,500 ล้านบาท ส่วนการส่งออกผลิตภัณฑ์สำเร็จรูปและผลิตภัณฑ์ยางของไทยนั้นมีแนวโน้มเพิ่มสูงขึ้นในทุกๆปีโดยสังเกตจากข้อมูลปี 2544 – 2546 มีมูลค่าการส่งออกในปี 2544 ส่งออก 48,484.18 ล้านบาท ปี 2545 ส่งออก 54,369.84 ล้านบาท และในปี 2546 ส่งออก 64,548.30 ล้านบาท อย่างไรก็ตามในปี พ.ศ. 2544 - 2546 นั้นมีปริมาณการใช้ยางธรรมชาติเพื่อนาไปแปรรูปเป็นผลิตภัณฑ์ประมาณ 15% ของปริมาณยางธรรมชาติที่ผลิตได้ซึ่งถือว่าน้อยเมื่อเทียบกับผลผลิตที่ผลิตได้ ดังนั้นคณะกรรมการนโยบายยางธรรมชาติจึงได้กำหนดยุทธศาสตร์การพัฒนายางพาราครบวงจร [3] เพื่อให้การพัฒนายางพาราของประเทศมีทิศทางที่ชัดเจน โดยในส่วนของยุทธศาสตร์ด้านอุตสาหกรรมยางนั้น มีมาตรการดำเนินการทั้งในระยะสั้นและระยะกลางที่ต้องการพัฒนาเทคโนโลยีการแปรรูปยางดิบของประเทศเพื่อเพิ่มมูลค่าและนำยางดิบไปใช้อย่างมีประสิทธิภาพ โดยมีสัดส่วนการใช้เพิ่มเป็น 20% ของปริมาณยางธรรมชาติที่ผลิตได้ของประเทศไทย
ในกระบวนการแปรรูปยางพาราเพื่อเปลี่ยนเป็นผลิตภัณฑ์ต่าง ๆ ในปัจจุบัน สามารถแบ่งได้ 3 แบบ [4] คือ แบบอัด (Compression Moulding) แบบกึ่งอัด (Transfer Moulding) และแบบฉีด (Injection Moulding) โดยแม่พิมพ์แบบอัดเป็นแม่พิมพ์ที่ใช้กันอย่างแพร่หลายและมีราคาถูกกว่าแบบอื่นเหมาะสำหรับใช้ในการผลิตผลิตภัณฑ์ยางที่ไม่มีความซับซ้อนของรูปร่างมากนัก ในขณะที่แม่พิมพ์กึ่งฉีดนั้นจะใช้กับผลิตภัณฑ์ที่มีความซับซ้อนปานกลางและใช้เวลาที่สั้นกว่าแบบอัด ส่วนแบบฉีดนั้นเหมาะกับอัตราการผลิตที่สูงและผลิตภัณฑ์ที่มีความซับซ้อนสูงแต่มีราคาของแม่พิมพ์ที่สูงด้วยเช่นกัน ในปัจจุบันด้วยความต้องการในด้านรูปร่างความซับซ้อน คุณภาพ และปริมาณที่สูงมีส่วนทำให้ความต้องการแปรรูปผลิตภัณฑ์ด้วยการฉีดขึ้นรูปมีเพิ่มมากขึ้น อย่างไรก็ตามความรู้ด้านการออกแบบและสร้างแม่พิมพ์รวมทั้งการนาเทคโนโลยีไปช่วยเพื่อทำให้แม่พิมพ์ที่ได้มีประสิทธิภาพและใช้งานได้ตรงตามวัตถุประสงค์ที่ต้องการยังมีอยู่จำกัดจึงมีความจำเป็นอย่างยิ่งที่ต้องมีการพัฒนาและนำเอาเทคโนโลยีด้านการออกแบบ และการผลิตที่ทันสมัย เข้าไปช่วยในกระบวนการออกแบบและสร้างแม่พิมพ์ฉีดของผลิตภัณฑ์ยาง โดยทั่วไปแล้วการผลิตแม่พิมพ์ในปัจจุบันจะใช้ผู้ผลิตภายนอกซึ่งใช้เครื่องมือและอุปกรณ์ในการผลิตสมัยเก่า คือเน้นการใช้เครื่องจักรที่ควบคุมด้วยพนักงาน (Manual Machine) และใช้ทักษะความชำนาญของพนักงานปฏิบัติงาน การออกแบบแม่พิมพ์ทำโดยการลองผิดลองถูก (Trial and Error) จึงมีส่วนทำให้เกิดปัญหากับชิ้นงานในด้านคุณภาพและกระบวนการผลิตเมื่อนำแม่พิมพ์มาใช้งาน เช่น ชิ้นงานเกิดครีบซึ่งทำให้ต้องมีการแก้ไขงานและสูญเสียต้นทุนด้านวัสดุที่ไม่ต้องการเป็นอันมากชิ้นงานไม่ได้รูปร่างตรงตามต้องการอันเนื่องจาก การออกแบบแม่พิมพ์ที่ผิดพลาด และการผลิตแม่พิมพ์ที่ไม่ได้คุณภาพเมื่อนำแม่พิมพ์ไปใช้จะทำให้แม่พิมพ์เสียหายหรือเปลี่ยนรูปหลังจากการใช้งานในระยะเวลาไม่นานเนื่องจากการเลือกใช้วัสดุทำแม่พิมพ์ไม่เหมาะสมและสอดคล้องกับการใช้งาน ซึ่งเป็นผลทำให้ต้องใช้ระยะเวลาในการออกแบบและสร้างแม่พิมพ์รวมทั้งการแก้ไขเปลี่ยนแปลงแม่พิมพ์ซ้ำไปซ้ำมาเพื่อให้สามารถนำแม่พิมพ์มาใช้งานได้ค่อนข้างล่าช้าทำให้สูญเสียโอกาสทางการผลิตและไม่สามารถสนองความต้องการของตลาดได้อย่างทันท่วงที จากปัญหาดังกล่าวบทความนี้จึงได้นำเสนอเพื่อที่จะพัฒนากระบวนการออกแบบแม่พิมพ์ฉีดผลิตภัณฑ์ยาง เพื่อแก้ไขปัญหาที่เกิดขึ้นในการออกแบบแม่พิมพ์ฉีดรวมทั้งลดปัญหาการแก้ไขปัญหาที่เกิดขึ้นในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยาง งานวิจัยที่เกี่ยวข้อง R. P. Brown [5] กล่าวถึงเหตุผลและสาเหตุการเสียหายของผลิตภัณฑ์ยาง แนวทางการป้องกันและตัวอย่างความเสียหายที่เกิดขึ้น โดยเฉพาะกับผลิตภัณฑ์ยางที่เป็นล้อรถและซีล โดยความเสียหายดังกล่าวนั้นเกิดจากการออกแบบที่ผิดพลาด การเลือกวัสดุที่ไม่เหมาะสม ความบกพร่องในขั้นตอนการผลิต การติดตั้งที่ไม่ถูกต้อง สภาพการใช้งานที่ไม่ได้คาดการณ์ไว้ การใช้งานที่ผิดวิธีหรือไม่ระมัดระวัง รวมไปถึงการออกแบบในลักษณะที่มีจุดบกพร่อง (Strategic Weakness) J. A. Lindsay [6] ได้ศึกษาถึงปัจจัยที่มีผลต่อความสูญเสียในกระบวนการฉีดผลิตภัณฑ์ยาง ตั้งแต่ช่วงของการออกแบบผลิตภัณฑ์ไปจนถึงการปรับตั้งเงื่อนไขการฉีดของเครื่องจักร อิทธิพลของส่วนผสมและสารเติมเต็ม (Additives) บางตัว ที่มีผลต่อเศษตกค้างในเบ้าแม่พิมพ์ รวมทั้งเกิดตาหนิในชิ้นงานที่ฉีด นอกจากนี้ Lindsay ยังกล่าวถึงการนำระบบบริหารงานคุณภาพ ISO 9001 มาใช้ในการเพิ่มประสิทธิภาพการทำงาน และให้ตระหนักถึงค่าใช้จ่ายที่เพิ่มขึ้นจากชิ้นงานที่มีความซับซ้อนสูงและพิกัดความคลาดเคลื่อนที่ต่า รวมไปถึงความร่วมมือกันระหว่างตัวผู้ผลิตและลูกค้าในแต่ละขั้นตอนเพื่อให้ผู้ผลิตสามารถผลิตผลิตภัณฑ์ที่ตรงตามความต้องการของลูกค้า ทั้งในด้านของคุณภาพ ราคา ระยะเวลาในการส่งมอบและจานวนที่ต้องการ E. Bociaga [7] ได้ศึกษาปัจจัยที่มีผลกับคุณภาพในงานฉีดและใช้ในการอ้างอิงกระบวนการฉีด คือ อุณหภูมิของแม่พิมพ์ ความดันที่ใช้ในการฉีด ความเร็วฉีด และรอบการฉีด โดยทดลองชิ้นงานตัวอย่างที่เป็น HDPE โดยกาหนดปัจจัยคงที่ในการฉีด คือ อุณหภูมิฉีด ความดันฉีด ความดันฉีดย้ำ (Holding Pressure) เวลาฉีดย้ำ เวลาหล่อเย็น และรอบการฉีด และปัจจัยแปรผันในการฉีด คือ อุณหภูมิแม่พิมพ์ และความเร็วฉีด นอกจากนี้ E. Bociaga [8] ยังได้ศึกษาถึงรูปแบบของการฉีดที่ได้จากวิธีการฉีดเข้าเบ้าที่ต่างกัน เช่น ฉีดเข้าจุดเดียวด้านข้าง ฉีดเข้าสองจุดด้านข้าง ซึ่งมีอิทธิผลต่อโครงสร้างและการเกิด Crystallinity ของโพลิเมอร์ ลักษณะของรอยเชื่อมประสาน (Weld Lines) ซึ่งมีผลต่อคุณสมบัติทางกลของชิ้นงาน รวมทั้งระดับการเกิด Crystallinity ที่ตำแหน่งต่าง ๆ ของแม่พิมพ์ D. E. Packham [9] ได้ศึกษาปัญหาในระหว่างกระบวนการฉีดต่างๆ ซึ่งมีสาเหตุได้หลายประการ โดยได้ศึกษาปัญหาการติดของหน้าแม่พิมพ์ (Mould Sticking) ปัญหาเศษตกค้าง (Mould Fouling) และปัญหาการทาความสะอาด ที่เกิดในงานแม่พิมพ์ของวัสดุพอลิเมอร์ โดยได้ทาการศึกษาถึงกระบวนการปลดชิ้นงานในแม่พิมพ์ (Mould Release) ปัจจัยจากชนิดของวัสดุและเงื่อนไขการฉีดที่ส่งผลต่อพฤติกรรมดังกล่าว รวมทั้งความสัมพันธ์ของกรรมวิธีการปรับปรุงผิว (Surface Treatment) ของหน้าสัมผัสแม่พิมพ์ การเลือกสารช่วยปลดชิ้นงาน (Release Agents) วิธีการทำความสะอาดแม่พิมพ์ และการพิจารณาการวัดค่าการปลดชิ้นงานและการตกค้างของเศษ (Fouling)
M. J. Forrest [10] ศึกษาส่วนผสมและผลิตภัณฑ์ยาง เพื่อช่วยในงานควบคุมคุณภาพของผลิตยาง รวมไปถึงค้นหาสาเหตุการเสียหายที่เกิดขึ้นในผลิตภัณฑ์ยางและส่วนผสมของยาง V. Goodship [11] ศึกษาถึงการเลือกใช้วัสดุในกระบวนการฉีดที่ใช้วัสดุหลายชนิด เช่น เทคนิค Coinjection, Bi-injection และ Interval Injection โดยเฉพาะคุณสมบัติด้านการเชื่อมประสาน (Bonding Properties) ของวัสดุ นอกจากนั้น S. L. Kushnarenko [12] ได้ทดสอบเวลาในการบ่มยางให้สุกของรองเท้ายางที่มีส่วนผสมของโลหะ ซึ่งวางในตัวเบ้าขณะทาการฉีด โดยเกิดปัญหาทางความร้อนอันเนื่องจากวัสดุที่ไม่ใช่เนื้อเดียว (Inhomogeneous) ซึ่งสามารถแก้ปัญหาดังกล่าวโดยใช้โปรแกรมคอมพิวเตอร์มาช่วยวิเคราะห์ ทำให้สามารถพยากรณ์เวลาที่เหมาะสมในการบ่มยางให้สุกของผลิตภัณฑ์ยาง จากการตรวจเอกสารงานวิจัยที่เกี่ยวของกับการออกแบบ และการผลิตผลิตภัณฑ์ยางนั้นการออกแบบแม่พิมพ์จะมีผลต่อผลผลิตที่ได้ อายุการใช้งานของแม่พิมพ์ รวมถึงคุณภาพของผลิตภัณฑ์ แนวทางในการนำเสนอบทความ ในบทความนี้ได้นำเสนอการออกแบบแม่พิมพ์ จากการตรวจเอกสารงานวิจัย และหนังสือที่เกี่ยวกับการออกแบบแม่พิมพ์ฉีดยาง ได้แก่
- การเลือกวัสดุที่ใช้ทำแม่พิมพ์
- การให้ความร้อนแก่แม่พิมพ์
- ช่องทางไหลเข้าในแม่พิมพ์
- ช่องทางวิ่งร้อน ช่องทางไหลแบบเย็น
- แบบของแม่พิมพ์
- รูปทรงของชิ้นงานภายในแม่พิมพ์
- และช่องลมภายในแม่พิมพ์
ผลการตรวจเอกสารที่เกี่ยวข้องกับการออกแบบแม่พิมพ์ฉีดยาง การขึ้นรูปผลิตภัณฑ์ยางโดยแม่พิมพ์ (Moulding) การขึ้นรูปผลิตภัณฑ์ยางโดยอัดแม่พิมพ์ เป็นกระบวนการที่มีผลทั้งขึ้นรูปผลิตภัณฑ์ และทำให้ยางคงรูป (shaping of forming and vulcanising) โดยอาศัยความร้อนและแรงอัดยางที่อยู่ในสถานะที่สามารถอ่อนตัวและไหลได้ (plastic state) ในแม่พิมพ์รูปร่างตามที่ต้องการ วิธีการพื้นฐานของการขึ้นรูปโดยใช้แม่พิมพ์มี 3 แบบ
คือ วิธีการใช้แม่พิมพ์แบบอัดธรรมดา (compression mould)
แบบกึ่งฉีด (transfer mould)
และแบบฉีด (injection mould)
แม่พิมพ์แบบฉีด (Injection Mould) แม่พิมพ์แบบฉีด นี้อาจถือว่าพัฒนามาจากแม่พิมพ์แบบกึ่งฉีด และภาพที่ 1 แสดงขั้นตอนของการอัดยางโดยใช้แม่พิมพ์แบบฉีด เครื่องที่ใช้อัดยางเพื่อฉีดเข้าแม่พิมพ์ อาจใช้ชนิดสกรูหรือชนิดลูกสูบ (piston) ซึ่งลักษณะตัวเครื่องฉีดมีทั้งแบบแนวตรง และแบบแนวราบ เป็นเครื่องที่มีหลักการเช่นเดียวกับเครื่องที่ใช้ฉีดพวกพลาสติก ยางที่จะป้อนเข้าเครื่องฉีดอาจอยู่ในรูปลักษณะเม็กเล็ก ๆ ริ้ว หรือชิ้นเล็ก ๆ ในการขึ้นรูปยางโดยใช้แม่พิมพ์และอัดด้วยเครื่องอัด press ธรรมดา (conventional press) นั้น ยางซึ่งเป็นตัวนาความร้อนที่เลว จะถูกทำให้คงรูปโดยอาศัยความร้อนจากภายนอกแม่พิมพ์ แต่ในเครื่องอัดยางแบบฉีด (และแบบกึ่งฉีด) ยางจะถูกหลอมด้วยความร้อนก่อนอย่างทั่วถึง อุณหภูมิของยางขณะที่ผ่านตามช่องทางสู่ช่องของแม่พิมพ์ สูงขึ้นถึง 70 องศาเซลเซียส ความร้อนที่เกิดขึ้นนี้เนื่องมาจากแรงเสียดสี ปฏิกิริยาที่ทำให้ยางคงรูป จึงอาศัยความร้อนที่เกิดขึ้นอย่างทั่วถึงในยาง ดังนั้น จึงก่อให้เกิดการคงรูปที่มีความสม่าเสมอและทั่วถึง แม้ว่าผลิตภัณฑ์จะมีความหนามากก็ตาม และผลที่ได้ คือ ผลิตภัณฑ์มีสมบัติทางกายภาพดี มีการกล่าวกันว่า ผลิตภัณฑ์ที่ทำจากเครื่องอัดยางแบบฉีดมีทนทานต่อการหักงอดีกว่าที่ทำจากการใช้แม่พิมพ์ธรรมดา และอัดโดยเครื่องอัดธรรมดา

ภาพที่ 1 ขั้นตอนการอัดขึ้นรูปผลิตภัณฑ์ยางโดยแม่พิมพ์แบบฉีดชนิดสกรู (วราภรณ์, [13] ) A สกรูหมุนไปข้างหน้า (จากขวาไปซ้าย) B ยางถูกฉีดเข้าแม่พิมพ์-ซ้ายมือ C ยางคงรูปแล้ว สกรูหมุนกลับและผลิตภัณฑ์หลุดลอยออกจากแม่พิมพ์ ตารางที่1 ข้อดีและข้อเสียของแม่พิมพ์แบบฉีด
ข้อดี
1. เหมาะกับชิ้นงานมีความซับซ้อนและชิ้นงานที่บาง
2. ใช้ระยะเวลาสั้นในการอบยางให้คงรูป
3. ยางเชื่อมกับโลหะได้ดี
4. ชิ้นงานได้ขนาดตามที่ต้องการ
ข้อเสีย
1. ราคาแพงมาก
2. การออกแบบที่ซับซ้อน
3. ใช้ความดันสูงตอนขึ้นรูป
4. มักมีช่องอัดยางน้อยกว่าแม่พิมพ์แบบอัดธรรมดา
5. วางชิ้นส่วนโลหะที่จะประกอบได้ยาก
6. มียางเสียมาก
ที่มา: Sommer [14]
วัสดุที่ใช้ทำแม่พิมพ์
ในการเลือกใช้วัสดุที่จะมาทำแม่พิมพ์ฉีดนั้นจะต้องคำนึงถึงจุดวิกฤตที่มีมากกว่าแม่พิมพ์อัดและแม่พิมพ์ส่งถ่าย ซึ่งในแม่พิมพ์ฉีดนั้นจะถูกกำหนดโดยเงื่อนไขของการควบคุม ซึ่งจะมีความดันที่สูง, อุณหภูมิที่สูงและความถี่ของไซเคิลการทำงาน ซึ่งเงื่อนไขดังกล่าวนี้จะทาให้เกิดอัตราการสึกหรอที่สูง โดยเฉพาะจุดวิกฤตของขอบแม่พิมพ์ที่มาเชื่อมต่อกัน (Parting line) ดังนั้นในการเลือกเหล็กที่จะนามาทำแม่พิมพ์นั้นจะต้องมีคุณภาพที่สูงซึ่งจะทำให้เกิดความคุ้มค่าในการลงทุน ในการสร้างแม่พิมพ์จากวัสดุที่มีคุณภาพในตอนต้นอาจจะเปลี่ยนบางแม่พิมพ์ที่มีจุดวิกฤตสูงๆ ก่อน และต่อจากนั้นทำการเปลี่ยนทั้งหมด ซึ่งจะทำให้คุณภาพของแม่พิมพ์สูงขึ้นและจะทำให้ผลิตชิ้นงานได้นานขึ้น เหล็กที่ใช้ทำแม่พิมพ์ฉีดยางนั้นต้องการเนื้อเหล็กที่สะอาดและปราศจากสิ่งปลอมปน รูพรุนเล็กๆที่เนื้อเหล็ก (porosity) และความบกพร่องอื่น ๆ ซึ่งจะมีผลต่อการสร้างแม่พิมพ์เป็นอย่างมาก ซึ่งจะขึ้นอยู่กับการเลือกเหล็กที่ใช้ผลิต เหล็กที่ผ่านกระบวนการทำให้แข็งนั้นจะขึ้นรูปได้ยากกว่าเหล็กอ่อน ซึ่งจะต้องการเวลามากกว่าการขึ้นรูปเหล็กอ่อน ประมาณ 28% เหล็กที่ผ่านกระบวนการทำให้แข็งนั้นจะนิยมใช้สร้างแม่พิมพ์ฉีดเพราะจะให้ความทนทานที่สูง ในกระบวนการสร้างในปัจจุบันและการปรับปรุงคุณภาพของเหล็กนั้นต่างจากสมัยก่อน ซึ่งจะมีความยากมากกว่าโดยมีความยากในการขึ้นรูปเหล็กที่นามาใช้ทาแม่พิมพ์ซึ่งต้องการลักษณะจาเพาะของเหล็กที่จะนามาสร้างแม่พิมพ์โดยต้องการความมั่นคงและความง่ายในการเชื่อมประสานเหล็ก เหล็ก NAK 55, นั้นจะครอบคลุมคุณลักษณะที่ต้องการของเหล็กที่ใช้ทำแม่พิมพ์ ซึ่งจะใช้แทนเหล็ก 4140 และ P 20
เหล็กบางชนิด สามารถนาผ่านกรรมวิธีทางความร้อน (การปรับปรุงทางความร้อน) ซึ่งจะทาให้ความแข็งเพิ่มขึ้น แต่การเพิ่มขึ้นของความแข็งนั้นจะเกิดขึ้นจากบริเวณผิวที่ลึกลงไปภายในผิวของแม่พิมพ์ ซึ่งจะต้องการความแข็งที่มีลักษณะ
คงที่เท่า ๆ กันตลอดในทุกระดับของความลึก ความแข็งสูงของแม่พิมพ์นั้น จะช่วยให้บริเวณพื้นที่ภายในของแม่พิมพ์จะทนต่อแรงกดที่เกิดขึ้นซึ่งจะทำให้เกิดรอยวาวขึ้น ซึ่งจะเกิดจากการทางานของวงจรการทำงานของแม่พิมพ์ รอยกดที่จะทาให้เกิดการสึกหรอที่มีรอยวาวนั้นส่วนมากจะเกิดในจุดที่เป็นรอยกดของบริเวณพื้นที่ ๆ เป็นจุดวิกฤตในแม่พิมพ์ ที่ใช้เหล็กอ่อนในการทำ ในการที่จะลดรอยวาวที่เกิดจากการกดนั้นจะสำคัญมาก ซึ่งจะทำให้อายุการใช้งานของแม่พิมพ์นั้นสูงขึ้นส่วนใหญ่แล้วจะใช้ชนิดของเหล็กในการทำแม่พิมพ์ฉีดตาม American National Standards Institute (ANSI) - 4140 และ 4130 alloy steel สาหรับตัวแม่พิมพ์ที่ต้องการความทนทาน - 420 และ P 10 tool steel สาหรับรูปทรงของชิ้นงานในแม่พิมพ์ - H13 hot - rolled steel สาหรับตัวดันชิ้นงานออก (ejectors) - 6150 alloy steel สาหรับหัวฉีด (nozzles) ข้อมูลเกี่ยวกับการเลือกใช้เหล็กในการผลิตแม่พิมพ์สามารถที่จะเลือกได้จากผู้จัดจำหน่ายและมาตรฐานต่าง ๆ ของแม่พิมพ์ และการสร้างแม่พิมพ์ ตัวอย่างในเหล็กคาร์บอน สามารถที่จะแบ่งกลุ่มออกเป็น 3 กลุ่ม ได้แก่ - กลุ่มที่มีคาร์บอนต่า (Low Carbon (มีคาร์บอนไม่เกิน 0.35%)) จะมีราคาถูกที่สุด และสามารถเพิ่มความแข็งได้โดยการเพิ่มคาร์บอน (Carburizing) เท่านั้น - กลุ่มที่มีคาร์บอนปานกลาง (Medium Carbon (0.35% ถึง 0.5%)) สามารถที่จะทำให้แข็งได้ประมาณ 54 Rc ซึ่งจะขึ้นอยู่กับคาร์บอนที่มีอยู่ - กลุ่มที่มีคาร์บอนสูง (Carbon (0.5 ถึง 1%)) สามารถที่จะทำให้ความแข็งที่สูงได้ คาร์บอนที่มีอยู่ประมาณ 0.3% สามารถที่จะทำให้ความแข็งเพิ่มขึ้นได้ โดยปริมาณคาร์บอนที่มีอยู่สูงจะทำให้ผลกระทบในการปรับปรุงความแข็งนั้นน้อยลง ซึ่งระบบ ANSI จะอธิบายได้ดังนี้ ตัวอย่างเหล็ก 4140 , 41 เป็นตัวเลขที่บอกชนิดของโลหะผสมที่มีอยู่ ซึ่งในที่นี้จะได้แก่ Chromium และ Molybdenum, และ 40 จะบอกถึงเปอร์เซ็นต์ของคาร์บอน คือ มีคาร์บอนอยู่ 0.4% การสึกหรอที่เกิดขึ้นนั้นโดยทั่วไปแล้วจะอยู่ในรูปของการสึกหรอของการขูดขีด (abrasive (crosive) Wear) และการสึกหรอโดยการยึดติด (adhesive wear) การสึกหรอโดยการขูดขีดนั้นจะเกิดเมื่อส่วนที่แข็งกดลงไปบนบริเวณของแม่พิมพ์ โดยสังเกตได้จากบริเวณที่โดดกดนั้นจะมีลักษณะเป็นรอยมันวาวเกิดขึ้นในลักษณะที่เพิ่มขึ้น การสึกหรอโดยการยึดติด (adhesive wear) ลักษณะการเกิดจะเกิดขึ้นคล้ายกันทั้งในวัสดุที่มีความแข็งและอ่อน ซึ่งจะเกิดที่หน้าสัมผัสของแม่พิมพ์ที่มีความแข็งที่แตกต่างกัน 4 ถึง 8 จุดในความแข็ง Rc ซึ่งจุดที่จะเกิดการสึกหรอนั้นจะเกิดกับเหล็กที่มีความแข็งแรงที่ต่ากว่า โดยทั่วไปแล้วที่ความเค้นที่เกิดขึ้น 10,000 ปอนด์ต่อตารางนิ้ว (psi) จะนิยมใช้ความแข็งที่ 44 Rc และใช้เหล็กที่มีความแข็งสูง ซึ่งโดยทั่วไปในการควบคุมการทำงานที่อุณหภูมิต่านั้นจะสาคัญมากสาหรับวัสดุที่เป็นยาง (TSEs) ค่า Young’s Modulus สาหรับเหล็กคาร์บอนจะลดลงประมาณ 10% เมื่ออุณหภูมิเพิ่มขึ้นจากอุณหภูมิปกติไปเป็น 250C หรือ 400 F และสำหรับแม่พิมพ์ที่ทำมาจากเหล็กสแตนเลส ค่าจะเพิ่มเป็น 10.9% ที่อุณหภูมิ 68F ไปเป็น 400 F สิ่งสาคัญคืออุณหภูมินั้นจะทำให้เหล็กเกิดการขยายตัวซึ่งจะเป็นส่วนสำคัญในการออกแบบทั้งแม่พิมพ์ตัวบนและตัวล่าง ส่วนใหญ่แล้วแม่พิมพ์ที่ทาจากเหล็กหล่อจะมีค่า yield strengths จะอยู่ประมาณ 50,000 ปอนด์ต่อตารางนิ้ว (psi) ซึ่งจะมีค่าความปลอดภัยอยู่ที่ 7 โดยความเค้นที่ใช้ในการทำงานโดยทั่วไปแล้วจะอยู่ในประมาณ 700 ปอนด์ต่อตารางนิ้ว (psi) ควรที่จะทำหน้าสัมผัสของแม่พิมพ์ตัวบนให้มีหน้าสัมผัสที่น้อยในการที่จะสัมผัสกับแม่พิมพ์ตัวล่างเพื่อที่จะหลีกเลี่ยงความเสียหายหน้าสัมผัสของแม่พิมพ์ตัวล่างพื้นส่วนใหญ่จะเกิดการสึกหรอเมื่อมีการใช้งานไปแล้วระยะหนึ่ง ที่สำคัญต้องพิจารณาดูว่าการเลือกยางนั้นเลือกชนิดไหนและมีส่วนผสมอะไรบ้างแล้วจึงพิจารณาในการที่จะเลือกวัสดุที่จะนำมาใช้ทำแม่พิมพ์และดูความสะดวกในการขึ้นรูปและความแตกต่างในระดับของการขัดเงา (polishing) ในเหล็ก P20 และการดูแลรักษาแม่พิมพ์ การออกแบบแม่พิมพ์ (Mould design)
ในการออกแบบแม่พิมพ์สิ่งสาคัญที่จะต้องพิจารณาคือเมื่อมีการออกแบบแม่พิมพ์ฉีดนั้นจะต้องพิจารณาที่จุดการ
เชื่อมโยงกันขององค์ประกอบต่างๆทั้งหมดในการทำงานและควบคุมแม่พิมพ์โดยทั่วไปแล้วในการเปลี่ยนชิ้นงานไปจากเดิมนั้นจะต้องคำนึงถึงความเป็นไปได้ซึ่งจะต้องดูถึงจำนวนของผลกระทบของส่วนผสมของยางที่ไหลไปในช่องทางไหลในช่องรูที่จะเข้าแม่พิมพ์ (sprue) และตลอดทางเดินของยางภายในเครื่องฉีดยางตลอดจนที่เนื้อยางไหลเข้าไปในแม่พิมพ์จนเต็มแม่พิมพ์ ในการฉีดยางนั้นจะต้องพิจารณาถึงปัจจัยที่เกิดขึ้นทั้งกระบวนการ ซึ่งจะมีความสำคัญมากเพราะในการออกแบบแม่พิมพ์จะต้องออกแบบระยะเวลาในการทำงานของขั้นตอนต่าง ๆ ของแม่พิมพ์ฉีดจนเสร็จกระบวนการ ในความสำเร็จของการควบคุมแม่พิมพ์ฉีดนั้นจะขึ้นอยู่กับการออกแบบแม่พิมพ์ที่ดี ในช่วงแรกนั้นจะพิจารณาเริ่มต้นที่เครื่องจักรก่อนว่าเป็นเครื่องที่ฉีดในแนวตั้งหรือแนวนอนเพราะจะต้องพิจารณาในการเปิดแม่พิมพ์ออก เครื่องที่เปิดแม่พิมพ์ในแนวนอนจะได้เปรียบโดยที่เมื่อขณะที่แม่พิมพ์เปิดออก แม่พิมพ์จะแยกจากกันได้ง่ายโดยน้ำหนักของตัวมันเองหรือจะใช้กลไกอัตโนมัติในการแยกออกจากกันโดยอุปกรณ์ในการเคลื่อนที่ขึ้นลง แม่พิมพ์ที่เปิดในแนวตั้งโดยปกติจะจ่ายเนื้อยางไปในช่องทางที่เชื่อมต่อกันเข้าไปในผิวของรูปทรงชิ้นงานโดยจะเข้าไปพบกันที่กึ่งกลางของแม่พิมพ์ แม่พิมพ์ที่เปิดในแนวนอนโดยปกติจะจ่ายเนื้อยางผ่านเข้าไปในช่องทางจ่ายผ่านช่องทางไหลซึ่งจะสร้างขึ้น จะตัดกันที่ครึ่งของแม่พิมพ์ ในการพิจารณาที่ความต้องการโดยให้ขนาดของเรื่องฉีดในการใช้ขึ้นอยู่กับ
1) ขนาดและปริมาตรขององค์ประกอบในการสร้าง
2) จำนวนของแม่พิมพ์ในการสร้างต่อครั้ง
3) พื้นที่ของชิ้นงานภายในแม่พิมพ์และแรงที่ใช้ในการเลือกแม่พิมพ์
4) การฉีดหรือการส่งถ่ายความดันนั้นจะสาคัญต่อเนื้อยางที่จะไหลเข้าไปภายในแม่พิมพ์ซึ่งจะขึ้นอยู่กับธรรมชาติของแม่พิมพ์และตัวเนื้อยาง ที่เห็นได้ชัดเจนแบบคร่าว ๆ คือ ความจุของเนื้อยางภายในรูปทรงชิ้นงาน (shot capacity) แรงดันในการกด และแรงดันในการฉีดของเครื่องจักร กฎในการออกแบบแม่พิมพ์ ผลที่เกิดจากแรงดันในการฉีด และพื้นที่ผิวของแม่พิมพ์รวมกับช่องทางไหลน้อยกว่าแรงปิดของแม่พิมพ์มาก
การออกแบบแม่พิมพ์ฉีดสาหรับยางนั้นสาคัญที่จะต้องคานึงถึง
(1) การควบคุมอุณหภูมิสูงในการทางานบ่อยครั้ง 200-230 C (392-446F)
(2) การเป็นของเหลวของเนื้อยาง
(3) การเปลี่ยนแปลงโครงสร้างของเหลว (เนื้อยาง) โดยรวดเร็ว
เมื่อแม่พิมพ์มีความร้อนเกินกว่า 200C (392F) แม่พิมพ์จะเกิดจากการขยายตัวให้มีการเคลื่อนตัวที่สูง ทาให้ตำแหน่งต่าง ๆ นี้ไม่ได้แนวตามเดิมซึ่งไม่เป็นที่ต้องการ ชิ้นส่วนที่เคลื่อนที่ ใช้หมุดเหล็กในการนำร่องเครื่องขับออก (ejectors) จะต้องทำให้มีความหนา ถ้าไปขัดขวางการเคลื่อนของแม่พิมพ์ในการปิดควรที่จะแก้ไขให้ถูกต้อง ในกรณีที่ไม่ได้ขนาดของแม่พิมพ์ตามที่กาหนด อาจจะทำให้เกิด flash ขึ้นอย่างมากได้ แท่งเหล็กในการกำหนดระยะการทำเป็นแท่งเรียงเพื่อที่จะทำให้ตาแหน่งนั้นแม่นยำ และจะต้องพิจารณาถึงความแตกต่างกันของการขยายตัวระหว่างวัตถุทั้งสอง ซึ่งจะต้องสร้างช่องที่สร้างขึ้นระหว่างแท่งให้เรียวขึ้น ซึ่งอาจจะสูญเสียแนวเส้นในการปิด ตัวแท่งเหล็กกำหนดระยะตัวเมียนั้นจะสวมอยู่รอบตัวผู้เนื้อยางจะไหลเข้าไปในช่อง วิธีการในการกาหนดตำแหน่งจะทำการกำหนดที่สี่ตำแหน่งที่มุมด้านขวาของแต่ละชิ้น และทาการจำกัดการขยายตัวให้หมดไปในทิศทางการเคลื่อนที่ ได้แนะนำให้ใช้พินพ์และมุดในการให้ตำแหน่งที่ถูกต้องโดยจะมีลักษณะที่เดียวในการสวมกัน และที่สำคัญจะต้องมีความแข็งเพื่อที่จะรักษาขนาดเดิมไว้เมื่อมีการขยายตัวเนื่องจากความร้อน ระดับของเหล็กที่ใช้จะต้องดีกว่าโดยปกติทั่วไปที่ใช้ทำแม่พิมพ์อัด เช่น ต้องการ stainless เพื่อป้องกันสนิม มีความแข็ง มีการทำให้แข็งและเหล็กนั้นจะต้องเรียบ เหล็กที่มีความทนทานสูงนั้นจะช่วยให้ระยะเวลาในการใช้แม่พิมพ์นานขึ้นโดยเฉพาะในพื้นที่สัมผัสกับเนื้อยาง ในการเพิ่มขึ้นของอายุการใช้งานของพื้นที่สัมผัสกับยางนั้นควรที่จะทาการขัดให้มีความมันวาวที่สูง และควรทำในชุด Pins และตัวแผ่นประกบด้วยการขัดให้มันวาวขึ้นจะทำให้คุณสมบัติในการไหลดีขึ้นในช่องทางไหล
การให้ความร้อนแก่แม่พิมพ์ (Mould Heating) ในการให้ความร้อนแก่แม่พิมพ์โดยทั่วไปแล้ว จะเลือกใช้แบบการใช้ไฟฟ้าโดยใช้ขดลวดให้ความร้อนเป็นแผ่นหรือแบบปลอกในการให้ความร้อน ซึ่งจะเปลี่ยนจากพลังงานไฟฟ้าเป็นพลังงานความร้อน ปัญหาที่เกิดขึ้นบ่อย ๆ คือการให้ความร้อนแก่แม่พิมพ์ที่มีพื้นที่ที่กว้าง และการทำให้อุณหภูมิคงที่ในการจะส่งถ่ายความร้อนให้แก่แม่พิมพ์เครื่องจ่ายความร้อนที่บิดตัวตามรูปทรงภายในชิ้นงานสามารถที่จะทำให้เกิดจุดความร้อนที่บริเวณต่าง ๆ ได้ การระบายความร้อนสามารถที่จะลดอุณหภูมิที่จะผ่านไปยังผิวของแม่พิมพ์ที่จะไหลผ่านเข้าไปในแม่พิมพ์ การให้ความร้อนโดยกระแสไฟฟ้าโดยความต้านทานหรือการนำปกติจะใช้แหล่งจ่ายให้กับตัวรับประมาณ 1.22 w/cm3 (20 w/in3) ชุดโทโมคับเปิลจะเป็นตัวที่ใช้ควบคุมอุณหภูมิในการเปิดและปิด ขดลวดให้ความร้อนที่อยู่รอบ ๆ แม่พิมพ์จะทำให้ความร้อนที่จ่ายคงที่ และจะค่อย ๆ จ่ายความร้อนน้อยลง และตัดการจ่ายไฟเพื่อป้องกันการสูญเสียความร้อน ในการสูญเสียนั้นตาแหน่งที่เกิดจะเกิดกับแม่พิมพ์ที่มีความยาว การจ่ายความร้อนโดยใช้ขั้วคาร์โทดจะใช้คลื่นความถี่ในแม่พิมพ์ที่มีความบาง (หนาสูงสุดประมาณ 7.6 ซม. (3 นิ้ว) ต่อหนึ่งด้าน) ความร้อนภายในแม่พิมพ์นั้นไม่จำเป็นโดยจะจ่ายความร้อนโดยใช้แผ่นประกบให้ความร้อนแทน ของเสียที่เกิดจากเนื้อวัสดุในขั้นตอนในการฉีดจะเกิดขึ้นในช่องทางไหลและช่องทางจ่าย ซึ่งของเสียนั้นจะทำให้น้ำหนักของชิ้นงานเพิ่มขึ้นเมื่อเสร็จกระบวนการ ระบบช่องทางไหลเย็นได้คิดขึ้นมาเพื่อที่จะลดของเสียที่เกิดจากการไหลของเนื้อยางภายในระบบช่องทางไหล โดยทั่วไปจะทำให้เย็นช่องภายในแม่พิมพ์โดยการขยายกระบอกฉีดของเครื่องจักร โดยจะทำการฉีดเนื้อยางเข้าไปในรูปทรงชิ้นงานโดยตรงในแต่ละชิ้นขณะที่เปิดแม่พิมพ์ออก แม่พิมพ์จะแยกเนื้อยางที่ไหลไปในช่องและจะมีระยะทางที่สั้นในแต่ละชิ้น
แม่พิมพ์จะประกอบด้วย 1) พื้นที่ของรูปทรงภายในแม่พิมพ์ฉีด
2) มีบริเวณฉนวนกันความร้อน
3) มีบริเวณที่กักเก็บเนื้อยางที่มีอุณหภูมิต่ำกว่าจุดที่จะทำเนื้อยางเกิดปฏิกิริยา ในการที่จะทำให้ปลอดภัยของความหลากหลายของอุณหภูมิที่จะทำให้ต่ำกว่าจุดที่จะทำให้เนื้อยางเกิดปฏิกิริยา (Vulcanisation) อุณหภูมิจะอยู่ที่ประมาณ 120 – 130 C (248 - 266F) ในการที่จะตรวจเช็คดูอาจจะทำได้จากการดูเนื้อยางที่เก็บไว้ภายในหัวฉีดของเครื่องฉีดหลังจากการหน่วงเวลาการหมุนของสกรู โดยจะดูได้จากลักษณะของยางว่าเกิด fresh และสังเกตจากสีที่เกิดขึ้น การใช้ระบบช่องทางไหลแบบเย็นนั้นจะทำให้ประหยัดเนื้อยางในการฉีดแต่จะต้อง stripped ในแต่ละชิ้นของชิ้นงานภายในแม่พิมพ์ ซึ่งจะเป็นส่วนที่สาคัญที่จะต้องพิจารณาสาหรับการออกแบบที่ดี ในการออกแบบช่องทางไหลของเนื้อยางที่ดีนั้นจะต้องดูนอกเหนือจากการคุ้มทุนด้วยซึ่งจะต้องพิจารณาถึงการช่วยในการควบคุมชิ้นงานที่จะออกมาจากแม่พิมพ์ ช่องทางไหลเข้าในแม่พิมพ์ (Sprue) ตัวช่องทางไหลนั้นจะเป็นตัวเชื่อมต่อระหว่างเครื่องฉีดกับแม่พิมพ์ฉีดยางซึ่งสามารถที่จะพิจารณาได้จากชิ้นงานและแม่พิมพ์ลักษณะทางเข้าจะมีลักษณะที่เข้าไปในช่องรูที่เล็กแล้วขยายออกไปจนใหญ่ มีลักษณะเป็นรูที่เรียว (taper) ซึ่งจะมีลักษณะเป็นทางเข้าและออกหลังจากเสร็จ วงจรการทำงานซึ่งบางทีเราสามารถที่จะออกแบบช่องทางเข้าให้ตรงกับตัวโพรงของชิ้นงานได้เลย ถ้าอยู่ในลักษณะของชิ้นงานเดียวแต่โดยปกติแล้วชิ้นงานจะมีอยู่หลายชิ้นซึ่งจะต้องทำช่องทางวิ่งให้เนื้อยางไหลเข้าไปในตัวแม่พิมพ์ การออกแบบช่องทางไหล (Runner Design) โดยทั่วไปแล้วการออกแบบช่องทางวิ่งนั้นจะออกแบบเป็นทรงกลมซึ่งจะทาให้ง่ายต่อการไหลของเนื้อยางและง่ายต่อการเปลี่ยนทิศทางแต่จะทำให้ต้นทุนของการทาแม่พิมพ์สูงขึ้นโดยทั่วไปจะออกแบบทั้งเป็นแบบช่องทางวิ่งที่ร้อนหรือช่องทางวิ่งที่เย็น (hot or Cold runner)
ในการออกแบบแม่พิมพ์ฉีดยาง เนื้อยาง (Compound) ในช่องทางวิ่งที่ร้อนจะเกิดการยึดตัวกันภายในเนื้อยางเมื่อโดนความร้อน (Cross links) และที่อยู่ในกระบวนการทางาน แต่ในระบบทางวิ่งเย็นนั้นจะไม่เกิดขึ้น ในการพิจารณาระยะทางระหว่างหัวฉีดจะถึงตัวชิ้นงานต้องมีการออกแบบที่เหมาะสม โดยปกติขั้นการไหลของเนื้อยางจะไหลออกจากหัวฉีดเข้าไปในช่องทางจ่ายยางผ่านเข้าไปในช่องทางไหลผ่าน ช่องทางไหลเข้าไปในทางเข้าและจะไหลผ่านเข้าไปในรูปชิ้นงานในแม่พิมพ์ ช่องทางไหลมีลักษณะเป็นช่องภายในแม่พิมพ์โดยจะได้รับเนื้อยางจากช่องทางจ่ายที่จุดศูนย์กลาง ช่องทางไหลนั้นจะต้องพิจารณาถึงฉนวนที่อยู่รอบ ๆ ช่องทางไหลต้องการออกแบบให้มีระยะทางสั้นและตรงกับรูปทรงชิ้นงานภายในแม่พิมพ์มากที่สุดเพื่อที่จะเป็นการลดของเสียจากเนื้อยางให้น้อยที่สุด ซึ่งจะทำให้ระยะเวลาในการฉีดเนื้อยางเข้าไปในแม่พิมพ์นั้นสั้นลง ในการเลือกช่องทางไหลที่ดีนั้นจะต้องเหมาะสมที่จะใช้หน้าตัดของช่องทางไหลแบบไหน ซึ่งจะแบ่งเป็นแบบหน้าตัดสี่เหลี่ยม เป็นทรงกลม และครึ่งวงกลม ในการไหลนั้นจะต้องไหลผ่านโดยง่ายและ ที่มุมจะต้องทำเป็นแนวโค้งเพื่อลดความดันที่สูญเสียไป ความดันที่สูญเสียไปหรือความต้านทานของการไหลจะเกิดที่บริเวณรอบ ๆ ท่อซึ่งจะขนานไปกับท่อซึ่งจะเป็นไปตามสัดส่วนของความยาวจะเป็นเหตุผลที่จะต้องออกแบบให้ช่องทางไหลที่มีความยาวน้อยที่สุดเท่าที่จะเป็นไปได้ ความดันที่ใช้ในการฉีดจะสูญเสียไปโดยไม่มีประโยชน์สำหรับช่องทางที่ยาวและแคบ ความดันของเครื่องฉีดจะมีข้อกำหนดโดยความดันที่ลดลงขณะที่ไหลไปในช่องทางไหล แต่ถ้าใช้ความดันสูงสุดของเครื่องในการฉีดเนื้อยางเข้าไปในตัวแม่พิมพ์แล้วยังไม่สามารถที่จะชนะแรงดันที่สูญเสียไปนั้น ควรที่จะแก้ไขที่การเพิ่มขนาดของเส้นผ่านศูนย์กลางช่องทางไหลและช่องทางไหล เข้าแม่พิมพ์ และจะต้องพิจารณาถึงขนาดที่ใหญ่ขึ้น ช่องทางวิ่งร้อน (Hot runner) ในการให้ความร้อนแก่เนื้อยาง (compound) ในช่องทางวิ่งร้อนโดยทั่วไปแล้วจะทิ้งยางส่วนนี้ออกไปเมื่อเสร็จกระบวนการแต่บางเวลาจะทาให้เกิดการติดของเศษชิ้นยางที่ตายแล้วผสมกับเนื้อยางที่เข้ามาใหม่ในการผลิครั้งต่อไปเศษชิ้นยางที่ติดเข้าไปจากช่องทางวิ่งร้อนจะเป็นข้อเสียเปรียบหลัก ๆ เพราะจะทำให้เกิดการเสียต้นทุนในมูลค่าของเมื่อยางที่เสียไปแต่จะแก้ได้โดยการกำจัดเนื้อยางที่ติดอยู่ออกไปก่อนที่จะทำการผลิตครั้งต่อไป
ในระบบทางวิ่งสามารถเปรียบเทียบได้กับการกระจายแจกจ่ายน้ำในท่อประปาโดยการไหลของน้ำที่มาก ๆ จะไหลภายในท่อหลักซึ่งมีขนาดใหญ่ (เปรียบได้กับช่องทางไหลเข้า) และท่อหลักที่เล็กลงมาอีกที่จะจ่ายให้กับแต่ละบ้าน (ทางวิ่งหลัก (primary runner)) และแจกจ่ายไปตามท่อรอบ ๆ เพื่อที่จะจ่ายให้บ้านแต่ละหลัง (ทางวิ่งรอง (secondary runner)) และท่อทางวิ่งภายในบ้าน (ช่องทางเข้า (gates)) เป็นลาดับต่อมา ช่องทางเข้าที่ปรับได้ (adjustable gates) ในแต่ละแม่พิมพ์ฉีดนั้นจะเป็นตัวควบคุมการไหลของยางที่จะเข้าไปในรูปทรงชิ้นงานเปรียบเสมือนก๊อกน้ำที่ควบคุมการไหลของน้ำดังแสดงตัวอย่างไว้ในภาพที่ 2
ในส่วนผสมของยางนั้นจะมีความหนืดที่สูงซึ่งจะมีลักษณะเป็นของไหลแบบนอนนิวโตเนียน (non-Newtonian) ซึ่งหลักของการไหลจะมีความซับซ้อนมากกว่าน้าซึ่งจะต้องทาการออกแบบช่องทางวิ่งที่ซับซ้อนกว่า ซึ่งโดยทั่วไปจะออกแบบช่องทางวิ่งเป็นลักษณะวงกลมหรือโค้ง ซึ่งจะทำให้การเปลี่ยนทิศทางของการวิ่งดีกว่าแบบอื่น แต่ก็จะทำให้มีราคาที่สูงขึ้นซึ่งในหน้าตัดนั้นไม่สามารถที่จะทำให้เล็กลงได้เพราะจะมีลักษณะการทำงานโดยการประกบกันทั้งสองส่วน
ภาพที่ 2 แสดงถึงระบบการไหลของแม่พิมพ์แบบฉีด (Summer: 2003) วัตถุประสงค์ในการออกแบบระบบช่องทางไหลเพื่อที่จะทำให้เนื้อยางไหลเข้าไปในรูปทรงชิ้นงานของแม่พิมพ์ฉีดในลักษณะที่พร้อมกันเพื่อที่จะทาให้เนื้อยางนั้นมีสภาวะที่เหมือนกันทุกๆ ส่วนในช่วงเวลาที่ให้ความร้อน ในออกแบบระบบทางไหลให้สมดุลย์กันของการไหลของเนื้อยางนั้นเป็นข้อกาหนดที่สำคัญและเป็นวัตถุประสงค์หลักในการออกแบบช่องทางเข้าและองค์ประกอบอื่น ๆ เช่น อุณหภูมินั้นจะมีผลกระทบต่อพฤติกรรมการไหลของเนื้อยาง
ในการออกแบบช่องทางวิ่งจะมีลักษณะที่คล้าย ๆ กันของทั้ง TSEs และ TPEs ซึ่งในการออกแบบนั้นจะต้องเข้าใจในพฤติกรรมการไหลของระบบและตัวเนื้อยางและดูที่ความสมดุลย์ของการไหลที่จะเข้าไปในแม่พิมพ์ของแต่และชนิดของตัวเนื้อยาง
โดยปกติแล้วการออกแบบช่องทางวิ่งนั้นเราจะออกแบบตามหลักเกณฑ์การออกแบบที่กำหนดไว้และบ่อยครั้งที่จะออกแบบตามรูปทรงของแม่พิมพ์โดยการใช้ประสบการณ์เพราะบางทีการออกแบบโดยการใช้หลักเกณฑ์นั้นอาจจะไม่พอเพียงในการออกแบบที่จะทาแม่พิมพ์ที่จะทำแม่พิมพ์ฉีดนั้นจะออกแบบให้ช่องทางวิ่งนั้นมีขนาดเล็กกว่าขนาดธรรมดาเพื่อที่จะดูลักษณะการไหลก่อนแต่ก็สามารถที่จะทำให้ช่องทางของทางไหลมีขนาดใหญ่ขึ้นตามที่ต้องการได้ เป็นการง่าย ที่จะทำการขึ้นรูปช่องทางไหลใหม่โดยทำการเชื่อมโลหะเข้าไปในช่องทางไหลและนำมาทำการขึ้นรูปช่องทางไหลใหม่ ดังภาพที่ 3 ซึ่งจะแสดงให้เห็นหน้าตัดของช่องทางไหลในรูปแบบต่าง ๆ ในการออกแบบ
ภาพที่ 3 ภาพหน้าตัดของช่องทางไหล ‘a’ รูปครึ่งวงกลม, ‘b’, วงกลม ‘c’ ครึ่งทรงกลมที่มีการขยายแนวยาว และ ‘d’ รูปทรงสี่เหลี่ยม (Summer: 2003) ในรูปแบบความแตกต่างกันของพื้นที่หน้าตัดของช่องทางไหลจะมีทั้งข้อได้เปรียบและเสียเปรียบซึ่งช่องทางไหลแบบครึ่งวงกลมดังรูป ‚a‛ จะทาการขึ้นรูปที่แม่พิมพ์ที่แม่พิมพ์อันเดียว ตัวอย่างเช่น การใช้หัวกัดเป็นรูปทรงกลม (ball-shaped end mill) ซึ่งการขึ้นรูปแบบนี้จะไม่ค่อยได้ความแม่นยำในการสร้างแนวเส้นตรงเท่าไร, ในการให้ความร้อนกับช่องทางไหลนั้นจะมีความสัมพันธ์กันของการเคลื่อนที่กับการเข้าและออกของเนื้อยางที่อยู่ภายใน ในแม่พิมพ์ซึ่งมีขนาดที่เล็กนั้นจะต้องออกแบบแม่พิมพ์ไม่ให้อัตราส่วนของปริมาตรของช่องทางไหลสูงเมื่อเทียบกับปริมาตรของแม่พิมพ์และในช่องทางไหลที่เล็กภายในแม่พิมพ์ที่มีส่วนผสมของยางที่ไหลมีความหนืดสูง (high Viscosity) อาจจะทำให้ยางนั้นไหลช้าก่อนที่จะไปถึงภายในเป้าของแม่พิมพ์ซึ่งจะต้องดูช่องทางไหลให้เหมาะสมกับเวลาในการสุกตัวของยางภายในแม่พิมพ์ช่องทางไหลแบบทรงครึ่งวงกลมจะทำให้การสุกตัวของยางนั้นเร็วกว่าแบบทรงกลมเมื่อมีขนาดของเส้นผ่าศูนย์กลางเดียวกันในการให้ความร้อนแก่ยางในเวลาที่เร็วของหน้าตัดแบบครึ่งวงกลมนั้นจะได้เปรียบกว่าแบบวงกลมถ้าไม่คิดถึงความดันที่เพิ่มขึ้นอย่างสูงของช่องทางไหลแบบครึ่งวงกลม ค่าข้อมูลของรีโอมิเตอร์นั้นจะใช้คำนวณค่าความดันที่สูญเสียไป (pressure drop) ที่ขนาดของความแตกต่างของขนาดช่องทางการไหลในหน้าตัดแบบครึ่งวงกลม, วงกลม และแบบสี่เหลี่ยมสาหรับยางนีโอพรีน (neoprene elastomer) ดังตัวอย่างความดันที่ตกลงของช่องทางไหลแบบครึ่งวงกลมและแบบวงกลมที่มีเส้นผ่าศูนย์กลาง 0.25 นิ้ว จะอยู่ที่ 13,827 และ 11,686 ปอนด์ต่อตารางนิ้ว (psi) เมื่อเปรียบเทียบกันดูแล้วที่เส้นผ่านศูนย์เท่ากันแบบครึ่งวงกลมนั้นจะมีความดันที่ตกลงน้อยเมื่อเปรียบเทียบกับด้านเดียว และความดันจะลดลง 14,124 ปอนด์ต่อตารางนิ้ว (psi) ที่ช่องทางไหลแบบสี่เหลี่ยม ความกว้าง 0.2 นิ้ว และลึก 0.133 นิ้ว ในช่องทางไหลแบบวงกลม ‚b‛ ดังแสดงในภาพที่ 3 นั้นจะต้องขึ้นรูปในแม่พิมพ์ทั้งตัวล่างและตัวบนให้มีแนวเดียวกันซึ่งในปัจจุบันพื้นที่สามารถที่จะทาการขึ้นรูปช่องทางไหลให้ตรงกันได้อย่างแม่นยา, ช่องทางไหลแบบ ‚b‛ สามารถที่จะให้การไหลได้ง่ายกว่าแบบ ‚a‛ ซึ่งจะเหมือนเอาแบบ ‚a‛ มาปะกบกันสองด้าน ในการปรับปรุงช่องทางไหลแบบครึ่งวงกลมแบบ ‚c‛ นั้นจะทาให้ลึกลงไปอีก โดยการสร้างนี้จะทาได้ยากกว่าช่องทางไหลแบบ ‚a‛ หรือ ‚b‛ เพราะความลึกของช่องทางไหล ‚c‛ นั้นจะลึกเกินกว่าเส้นผ่าศูนย์กลางหรือเท่ากับพื้นที่ฉายของวงกลม ซึ่งจะมีปริมาตรของช่องทางไหลมากกว่าแบบ ‚a‛ ซึ่งจะสามารถที่จะให้แรงกดของแค้ม (champ force) เดิมได้ เพราะในการเพิ่มปริมาตรนั้นจะไม่ต้องการแรงกดของแค้มที่เพิ่มขึ้นในตอนปิดแม่พิมพ์และแรงที่ใช้ในตอนเปิดแม่พิมพ์ออกนั้นจะใช้ความดันของยางซึ่งเป็นอิสระต่อช่องทางวิ่งที่ลึกลงไป
สำหรับแม่พิมพ์ที่มีความบางซึ่งไม่สามารถที่จะทำช่องทางวิ่งให้มีลักษณะเป็นทรงกลมได้ ซึ่งจะสามารถทำเป็นช่องสี่เหลี่ยมดังรูป ‚d‛ ได้ โดยสามารถสร้างช่องสี่เหลี่ยมโดยการใช้หัวกัดแบบเอียง (tapered end mill) โดยขึ้นรูปไปบนผิวหน้า
ของแม่พิมพ์ สาหรับช่องทางวิ่งแบบ ‚d‛ มีโอกาสทำให้เนื้อยางที่อ่อนฉีกขาดได้ขณะที่ทำการไหลเนื่องจากมีมุมที่คมที่ร่องทั้งสองด้านและจะมีโอกาสที่จะทาให้เกิดสิ่งสกปรกไปติดอยู่ในมุมของร่องทางไหลได้ การกำจัดมุมที่คมออกโดยทำให้มีลักษณะโค้งจะทาให้ลดปัญหาที่เกิดทั้งสองได้ การออกแบบนั้นจะต้องทำให้ช่องทางไหลมีขนาดเล็กที่สุดเท่าที่จะเป็นไปได้และยังสามารถที่จะควบคุมความสมดุลย์ของการไหลของระบบสำหรับแม่พิมพ์แบบฉีดที่จะฉีดเข้าไปในรูปทรงของชิ้นงาน โดยใช้วิธีการของพื้นฐานที่ขึ้นอยู่กับความหนืดในการไหลโดยให้กฎการยกกำลัง (power-law viscosity model) ภายใต้ข้อกำหนดที่อุณหภูมิต่าง ๆ ที่เปลี่ยนแปลง ซึ่งจะไปมีผลกระทบที่สาคัญต่อค่าความหนืดเส้นผ่านศูนย์กลางของทางไหลในทิศตามน้าจากการเชื่อมต่อกันสามารถคานวณโดยการหารเส้นผ่านศูนย์กลางของทางไหลที่ทวนน้ำ และรากที่สามของจานวนท่อทางไหลที่ตามน้ำที่เชื่อมต่อกัน ต่อมาในภายหลังได้กำหนดกฎสำหรับการออกแบบช่องทางไหลให้มีปริมาณเล็กที่สุดโดยใช้หลักการวิเคราะห์ทางคณิตศาสตร์ ในความแตกต่างของยางโดยตัวอย่าง ในแม่พิมพ์แบบสี่หลุม (ชิ้นงาน) โดยใช้การช่องทางไหลสั้นสองและแบบยาวสองในการกาหนดพฤติกรรมการไหลในช่องทางไหล ตัวอย่างของความแตกต่างกันของยาง NR และยางซิลิโคลน (Silicone compound) แสดงให้เห็นความแตกต่างกันภายในแม่พิมพ์ อธิบายโดยการพิจารณาคุณสมบัติทาง รีโอโลยี ของยางเมื่อออกแบบแม่พิมพ์
ระบบช่องทางไหลแบบร้อนสามารถออกแบบเป็นระบบสองหรือสามชั้นของแม่พิมพ์แบบฉีดในภาพที่ 4
แสดงการออกแบบเป็นแบบสองแผ่นโดยเนื้อยางจะไหลจากหัวฉีด (injection nozzle) เข้าไปในช่องทางไหลหกทางและไหลผ่านช่องทางเข้าเพื่อที่จะเข้าไปภายในตัวชิ้นงาน หลังจากที่เนื้อยางไหลเข้าไปภายในตัวแม่พิมพ์ที่มีรูปร่างเป็นชิ้นงานแล้วตอนแรกจะเกิดการทาปฏิกิริยาของเนื้อยาง (crosslinges) ที่บริเวณช่องทางเข้าก่อน (gates) เพราะว่าที่ช่องทางเข้านั้นจะมีความหนาที่น้อยกว่าช่องทางไหลและควรทำให้มีกระจายความร้อนที่ต่าเพราะเนื้อยางภายในช่องทางเข้าจะมีความบางและจะทาให้เกิดปฏิกิริยาของเนื้อยาง ก่อนและเกิดการทำปฏิกิริยาภายในตัวชิ้นงานเนื่องจากพื้นที่ของช่องทางเข้ามีขนาดเล็ก ชั้นของแม่พิมพ์จะแยกออกจากช่องทางไหลที่ช่องทางไหลเข้า ช่องทางไหลเข้าที่เล็กนั้นเป็นตัวกันเศษสิ่งสกปรกที่จะไหลเข้าไปในตัวชิ้นงานที่กล่าวมาเป็นแบบง่ายโดยใช้ต้นทุนต่ำสำหรับแบบ สองชั้น และแบบสามชั้นจะแสดงดังภาพที่ 5
ภาพที่ 4 ออกแบบแม่พิมพ์ฉีดเป็นแบบสองชั้น (Summer: 2003) ภาพที่ 5
ออกแบบแม่พิมพ์ฉีดเป็นแบบสามชั้น (Summer: 2003) เนื้อยางจะไหลเข้าที่ช่องเข้าและไหลลงไปในช่องทางไหลเพื่อที่จะเข้าไปในตัวชิ้นงานแต่ละตัวภายในแม่พิมพ์ ภาพที่ 4 จะแสดงระบบช่องทางไหลที่มีช่องทางไหลลงเพื่อที่จะจ่ายให้ช่องทางไหลที่สองก่อนที่เข้าไปภายในตัวชิ้นงานจะต้องผ่านชุดครีบของทางเข้า (fan gate) ในความแตกต่างกันของการออกแบบขอบทางเข้าแสดงดังภาพที่ 5 จะมีลักษณะทางเข้าเป็นทรงวงแหวนเพื่อที่จะผ่านเนื้อยางที่เข้าไปในตัวชิ้นงานหลังจากนั้นจะทาการบ่มโดยการให้ความร้อนเพื่อที่จะทำให้เกิดปฏิกิริยาของเนื้อยางแม่พิมพ์ที่แยกส่วนเปิดออกมาแสดงในภาพที่ 6
ภาพที่ 6 การทางานแม่พิมพ์ฉีดเมื่อมีการแยกส่วน (Summer: 2003) ทิศทางของลูกศรแสดงถึงทิศทางในการเคลื่อนที่ของแผ่นแม่พิมพ์สาหรับการเคลื่อนที่ซึ่ง อาจทำให้เกิดเศษสกปรกหรือการเสียดสีกันของแม่พิมพ์สิ่งที่สาคัญที่จะต้องพิจารณาถึงการเคลื่อนที่ที่สัมพันธ์ร่วมกันของแม่พิมพ์ทั้ง 2 แผ่น ในการที่จะแก้ไขปรับปรุงลักษณะของการไหลเข้าให้มีลักษณะที่เข้าในแต่ละโมดูลเท่าๆ กันนั้นจะทาโดยการปรับปรุงช่องทางเข้ารูปวงแหวน และการทำให้สิ่งปลอมปนน้อยที่สุดที่เกิดขึ้นจากแม่พิมพ์โดยปกติจะเกิดขึ้นโดยการมีช่องทางเข้าแบบพัดหรือแบบเข็ม (a fan or a pin gate) ในการใช้ระบบช่องทางการไหลแบบเย็น (Cold Runner) นั้นจะเป็นการลดปริมาณยางที่เสียภายในช่องทางไหลลงกว่าแบบระบบช่องทางไหลแบบร้อน ช่องทางไหลแบบเย็น (Cold Runner)
ในภาพที่ 7 จะแสดงถึงช่องทางไหลแบบเย็น (Cold Runner)
ภาพที่ 7 จะแสดงถึงภายหน้าตัดของแบบระบบช่องทางไหลแบบเย็น (Summer: 2003) การถ่ายเทความร้อนของของไหลต้องการให้การไหลของอุณหภูมิภายในท่อของช่องทางไหลแบบเย็นของแผ่นช่องทางไหลเย็น (Cold Runner Plate) ซึ่งจะควบคุมอุณหภูมิของหัวฉีดช่องทางไหลแบบเย็นและตัวเนื้อยางแผ่นฉนวนระหว่างแผ่นอุณหภูมิต่ากับแผ่นที่มีอุณหภูมิสูง ซึ่งจะมีหน้าที่ทำให้ของการถ่ายเทความร้อนน้อยที่สุดระหว่างสองแผ่น และช่องทางรอบ ๆ หัวฉีดในช่องทางไหลแบบเย็นซึ่งจะทำให้ความร้อนถ่ายเทไปให้หัวฉีดน้อยที่สุด โดยที่แผ่นความร้อนที่สูงจะได้รับความร้อนโดยชุดให้ความร้อน จุดที่เชื่อมต่อกันเป็นเนื้อยางที่จะได้รับความร้อนและไม่ได้รับความร้อน (uncured-cured material) จะเกิดขึ้นที่ฐานด้านล่างของหัวฉีด ในแม่พิมพ์แบบสองระดับโดยมีช่องทางไหลแบบแผ่นอยู่ตรงกลางสามารถที่จะใช้กับชิ้นงานที่มีขนาดใหญ่ เช่น ตัวกันกระแทกของทางการแพทย์ (medical stoppers) ในข้อกาหนดอื่น ๆ ของช่องทางไหลแบบเย็นโดยมีสี่หัวฉีดนั้นจะต้องให้โพรงของชิ้นงานแบ่งออกเป็นแถวโดยจะแยกออกเป็นการจ่ายของแต่ละหัวฉีดภายในแม่พิมพ์ ในการใช้ข้อกำหนดนั้นจะทำให้ส่วนลดต้นทุนที่สูงโดยการใช้ระบบช่องทางไหลแบบเย็น เมื่อเปรียบเทียบกับแบบช่องทางไหลที่ร้อน และจะช่วยให้การไหลเป็นไปด้วยดีภายในรูปทรงของชิ้นงานเพราะช่องทางไหลในระบบทางไหลแบบเย็นนั้นตำแหน่งจะอยู่ในชุดของช่องทางไหลแบบเย็นซึ่งจะไม่เหมือนในแม่พิมพ์ที่แสดงให้เห็นในภาพที่ 5
สำหรับระบบช่องทางไหลแบบร้อนในแม่พิมพ์แบบสองแผ่นในภาพที่ 9 จะแสดงการวางตำแหน่งของชิ้นงานและช่องทางไหลในแบบเย็นสำหรับสี่หัวฉีด
ภาพที่ 9 การวางตำแหน่งของชิ้นงานและช่องทางไหลแบบเย็นสาหรับสี่หัวฉีด (Summer: 2003)
ในความแตกต่างของการถ่ายเทความร้อนของของไหลนั้นจะควบคุมโดยแผ่นที่ใช้ควบคุมอุณหภูมิซึ่งจะมีความสัมพันธ์กันของข้อได้เปรียบและข้อเสียเปรียบ น้ำ และน้ำกับน้ำยาผสมกันซึ่งจะถ่ายเทความร้อนได้ผลดี แต่เมื่อทำงานไป
ระยะหนึ่งจะเกิดคราบตะกันเคลือบบริเวณผิวซึ่งจะทำให้ประสิทธิภาพการถ่ายเทความร้อนลดลง การออกแบบช่องทางไหลเข้า (Gate Design) ช่องทางไหลจะไปสิ้นสุดที่ช่องทางไหลเข้าที่รูปทรงของชิ้นงานในแม่พิมพ์ซึ่งจะเป็นช่องทางที่เนื้อยางจะไหลเข้าไปในรูปทรงของชิ้นงานในแม่พิมพ์ ช่องทางไหลเข้าจะมีหน้าที่คล้ายกับหัวฉีด และสามารถออกแบบขนาดและรูปร่าง และจะเป็นช่วงสุดท้ายของเนื้อยางที่จะได้รับความร้อนก่อนที่เนื้อยางจะเข้าไปในแม่พิมพ์ อย่างไรก็ดีจะเป็นการยากที่จะรู้ถึงอุณหภูมิที่สูงขึ้นที่ จุดนี้เพราะไม่สามารถที่จะติดตัววัดอุณหภูมิในตำแหน่งนี้ได้ ดังนั้นจึงแก้ไขโดยการติดตัววัดไว้ที่แม่พิมพ์รอบ ๆ จุดช่องทางไหลเข้าแต่อย่างไรก็ตามในการเปิดแม่พิมพ์อย่างรวดเร็วตัววัดอุณหภูมิจะไม่สามารถอุณหภูมิตอนสุดท้ายได้อย่างแม่นยำ ดังนั้นอุณหภูมิสุดท้ายจึงกำหนดให้เป็นอุณหภูมิของเนื้อยางที่ไหลเข้าไปในแม่พิมพ์ และกำหนดให้ค่าการนำความร้อนของยางนั้นต่ำดังนั้นจะทำให้ความร้อนที่ผิวของแม่พิมพ์จะใช้เวลานานในการเข้าไปถึงตำแหน่งตรงกลางของแม่พิมพ์ ปัจจัยอื่นๆของช่องทางไหลเข้าที่ควรพิจารณาถึงขนาดที่เล็กที่เพียงพอที่จะทำให้เนื้อยางไหลเข้าไปได้ง่ายและมีลักษณะที่เป็นระเบียบที่แน่นอนและไม่จาเป็นที่จะต้องตบแต่งชิ้นงานอีกหลังจากเสร็จสิ้นกระบวนการ ในการออกแบบช่องทางไหลเข้านั้นควรจะไม้ไปมีผลกระทบกับองค์ประกอบอื่นๆในการออกแบบ ถึงแม้ว่าการออกแบบช่องทางไหลเข้านั้นจะมีขนาดและรูปร่างไม่แน่นอนในการออกแบบแต่ก็ควรที่จะมีขนาดที่ใหญ่พอที่จะทำให้เนื้อยางไหลเข้าไปในปริมาตรที่ต้องการของรูปทรงชิ้นงานในแม่พิมพ์และจะต้องสอดคล้องกับระยะเวลาในการไหลเข้าไปในแม่พิมพ์ ช่องทางไหลเข้าควรที่จะมีความแข็งแรงที่พอเพียงที่จะรับแรงของเนื้อยางในการไหลซึ่งจะทำให้การไหลเข้าไปในแม่พิมพ์นั้นคงที่และรวดเร็วและจะมีลักษณะเป็นแผ่นบางๆที่ต่อเนื่องกัน แต่ถ้ามีความแข็งแรงไม่พอเพียงจะทำให้เนื้อยางที่เข้าไปมีลักษณะที่เป็นกิ่งหรือเป็นก้อน ซึ่งจะทาให้ได้ผลผลิตไม่ดีในการผลิต หน้าตัดของช่องทางไหลเข้าโดยทั่วไปจะทำให้มีพื้นที่หน้าตัดเหมือนกับช่องทางไหล(Runner) แต่จะลดขนาดลงมาเหลือประมาณ 0.25 – 0.38 มม ( 0.010 – 0.015 นิ้ว) สาหรับความหนาที่มีเส้นผ่าศูนย์กลาง 0.8 มม ( 1/32 นิ้ว) ขนาดสุดท้ายของช่องทางไหลเข้านั้นจะต้องทำการทดสอบเพื่อที่จะให้แน่ใจว่าจะไม่ทำให้เกิดความร้อนที่เกินความจำเป็นในการไหลของยางที่จะเข้าไปภายในแม่พิมพ์ ในการออกแบบนั้นตอนแรกจะทำให้ช่องทางไหลเข้ามีขนาดที่เล็กก่อนและทาการทดลองจริงแล้วค่อยขยายขนาดของช่องทางไหลเข้าให้ใหญ่ขึ้นตามความเหมาะสม ช่องทางไหลเข้าของแม่พิมพ์แบบฉีดนั้นจะต้องมีการออกแบบที่ดีซึ่งการไหลของเนื้อยางที่จะเข้าไปภายในรูปทรงชิ้นงานนั้นจะเป็นการไหลโดยการฉีดเข้าแบบต่อเนื่องเข้าไปไม่ใช้การไหลแบบรวดเร็วทันทีทันใด ในการเลือกช่องทางไหล และระบบช่องทางไหลเข้า จะพิจารณาได้ในภาพที่ 10
จากการหาผลกระทบของช่องทางไหลเข้าแบบพัด (Fan gate) ดังแสดงในภาพที่ 11 ที่มีลักษณะการเปลี่ยนแปลงของความลึกโดยใช้เนื้อยางในการทดสอบเป็น butyl . ความลึกของช่องทางจ่ายที่ 0.254, 0.508, 0.762, และ 1.016 มม (0.01, 0.02, 0.03, และ 0.04 นิ้ว) และจะแสดงถึงผลกระทบของเวลาในการฉีดและเวลาของการเกิดประติกิริยาของเนื้อยาง (Vulcanisation) ซึ่งจะแสดงให้เห็นในตารางที่ 2 ในความลึกของช่องทางไหลเข้าที่ 1.016 มม (0.04 นิ้ว) ซึ่งจะทาให้ระยะเวลาในการฉีดมีความรวดเร็วและเวลาในการบ่มตัวของเนื้อยางจะเร็วขึ้นช่องทางไหลเข้าที่ใช้ในการเชื่อมต่อโดยการเปลี่ยนแปลงขนาดของเส้นผ่านศูนย์กลางของหัวฉีดดังแสดงในตารางที่ 3.5 ที่การฉีดแบบเร็วที่หัวฉีดเส้นผ่านศูนย์กลาง 3.18 มม (1/8 นิ้ว) และอุณหภูมิในการฉีดต่ำและเวลาในการบ่มเนื้อยางนานขึ้นที่ขนาดเส้นผ่าศูนย์กลางขนาดเล็กจะให้อุณหภูมิในตอนฉีดที่สูงและเวลาในการบ่มที่สั้นลง
ภาพที่ 10 ชนิดของของทางไหลและช่องทางไหลเข้าในรูปแบบต่างๆ (Wheelans, [15] )
ภาพที่ 11 ทางไหลเข้าแบบพัดที่มีความลึก 0.254 มม (0.01 นิ้ว) และทำการเปลี่ยนแปลงความลึกที่ขนาด 0.508 มม. (0.02 นิ้ว), 0.762 (0.03 นิ้ว), 1.016 มม. (0.04 นิ้ว). (Wheelans: 1974) ตารางที่ 2 แสดงถึงผลกระทบของความลึกของช่องทางไหลเข้าที่ความลึกต่างๆ
ที่มา: Wheelans (1974) ในตารางที่ 2 นั้นจะเป็นการทดสอบช่องทางไหลแบบครึ่งวงกลม (half round) 6.35 มม. (1/4 นิ้ว)เครื่องฉีด Daniels Edgwick 45 SR ; อุณหภูมิของกระบอกฉีด 113C (235F); อุณหภูมิของแม่พิมพ์ 204 C ( 400 F) ; ความเร็วของสกรู 100 รอบต่อนาที ; ความดันในการฉีดของเนื้อยาง 108 MN/m2 ( 15640 lbf/in2); เส้นผ่าศูนย์กลางของหัวฉีด 1.98 มม. ( 5/64 นิ้ว); ปริมาตรในการฉีด 48 ลูกบาศก์เซนติเมตร (2.93 ลูกบาศก์นิ้ว); ยาง butyl ที่ 40 ชอร์ ตารางที่ 3 แสดงถึงผลกระทบของขนาดที่เปลี่ยนแปลงของขนาดหัวฉีด
Nozzle diameter (mm) 1.19 1.59 1.98 2.38 3.17
Injection time (s) In to mould 23.5 5.3 2.9 2.2 1.3
Injection temperature (C) 146 151 145.5 140.5 132
Vulcanising time (s) 35 35 35 35 45
ที่มา: Wheelans (1974)
ในตารางที่ 3 จะใช้เครื่องฉีด Daniels Edgwick 45 SR ; อุณหภูมิของกระบอกฉีด 107C (225F); อุณหภูมิของแม่พิมพ์ 204 C ( 400 F) ; ความเร็วของสกรู 100 รอบต่อนาที ; ความดันในการฉีดของเนื้อยาง 113 MN/m2 ( 16320 lbf/in2
Fan gate dept (mm) 0.254 0.508 0.762 1.015
Fan gate dept (in) 1.010 0.020 0.030 0.040
Injection time (s) 5.4 2.8 2.1 2.0
Vulcanising time (s) 35 35 35 30
); ช่องทางไหลแบบครึ่งวงกลม (half round) 6.35 มม. (1/4 นิ้ว) ความลึกของช่องทางไหลเข้าแบบพัด 1.015 มม. (0.040 นิ้ว); ยาง butyl ที่ 40 ชอร์ ในตำแหน่งของช่องทางเข้านั้นจะมีผลต่อการไล่อากาศออกขณะที่เนื้อยางไหลเข้ามาในเป้าชิ้นงานอากาศที่อยู่ภายในจะถูกไล่ออกไป การเพิ่มปริมาณของเนื้อยางเข้าไปในแม่พิมพ์ฉีดจะช่วยกำหนดตำแหน่งของช่องลมซึ่งจะเป็นวิธีการในการกำหนดสร้างขั้นตอนในการไหลดังแสดงให้เห็นในภาพที่ 12
ภาพที่ 12 ขั้นตอนของการไหลของเนื้อยางที่เข้าไปภายในแม่พิมพ์ฉีด (Wheelans: 1974) ในการออกแบบช่องทางเข้า การไหลของเนื้อยางจะเข้าไปในแม่พิมพ์ที่กึ่งกลางในแนวแกนของยางเครื่องสูบลม, ลักษณะการไหลจะไหลไปตามแนวแกน, อากาศจะถูกไล่ออกไปยังที่ริมสุดของแม่พิมพ์เพื่อที่จะออกไปจากแม่พิมพ์, และจะเกิดการไหลตัวของเนื้อยางไปในทิศทางรอบๆ เส้นรอบวงของด้ามยึด ช่วงสุดท้ายของตำแหน่งการไหลจะสิ้นสุดที่ตาแหน่งด้านล่างสุดของชิ้นงานที่ตรงกันข้ามกับช่องทางไหล การไหลของเนื้อยางเข้าไปในแม่พิมพ์จากทางด้านบนและด้านล่างพร้อมๆ กันนั้นก็สามารถที่จะเพิ่มเป็นแบบสองทางเข้าซึ่งก็จะต้องการเนื้อยางในการไหลมากขึ้นซึ่งจะทำให้การทำงานนั้นเร็วขึ้น การรักษาความดันของอากาศจะนำไปใช้ในการเชื่อมต่อกันระหว่างจุดที่สุดของชิ้นงาน (ยางเครื่องสูบลม) และด้ามจับยึด, การกระทำของสารหล่อลื่นจะทาให้การเคลื่อนย้ายชิ้นงานออกมาได้ง่าย, ตาหนิที่บริเวณผิวของชิ้นงานจะเกิดการฉีกขาดบริเวณทางเข้าหรือบางทีจะเกิดตาหนิจากการไหลของเนื้อยางออกมาที่ด้ามจับยึดโดยอากาศที่ถูกบีบอัด ปัญหาที่เกิดขึ้นนี้ต้องการการออกแบบใหม่ของช่องทางเข้าโดยการลดความดันที่ตกค้างบริเวณทางเข้า รูปทรงของตัวชิ้นงานและตำแหน่งของทางเข้าจะสัมผัสกับผลกระทบของการไหลเข้าไปในแม่พิมพ์ของตัวเนื้อยางระหว่างการไหลพฤติกรรมของการไหลแบ่งออกได้หลายชนิด เช่น การไหลออกมาอย่างรวดเร็ว (jetting filling) จะเกิดขึ้นเมื่อการไหลของเนื้อยางออกมาจากช่องทางจ่ายและช่องทางเข้าแม่พิมพ์เคลื่อนที่ไปด้วยความเร็วสูงมากระทบที่บริเวณผิวของแม่พิมพ์ชิ้นงาน การไหลเข้าจะเพิ่มขึ้นโดยเนื้อยางที่พุ่งไปชนแม่พิมพ์นั้นจะพับตัวขึ้นเป็นชั้นๆ การไหลออกมาอย่างรวดเร็วจะเกิดในรูปทรงชิ้นงานที่มีพื้นที่หน้าตัดที่กว้างการไหลแบบเร็วนี้จะเป็นที่ต้องการ ระหว่างการไหลแบบเร็วเข้าไปในแม่พิมพ์เนื้อยางจะมีลักษณะเปียกที่ผนังของแม่พิมพ์หลังจากออกมาจากช่องทางจ่าย (sqrue) หรือช่องทางเข้า (gate) จะทาให้เกิดการอัดแน่นตัวของเนื้อยางขณะที่ไหลเข้าไปในแม่พิมพ์ หลังจากการอัดแน่นเนื้อยางจะไหลเข้ามาเลื่อนที่ผิวหน้าทำให้ระดับผิวหน้าของเนื้อยางเคลื่อนที่ และบังคับอากาศและช่วยเหลือการผลิตให้ชิ้นงานมีความหนาแน่นสูง การไหลของเนื้อยางแบบผิวหน้า (frontal filling) นิยมใช้กับชิ้นงานที่มีหน้าตัดเล็ก ๆ เช่น ยางปัดน้าฝน เป็นต้น เมื่อพิจารณาที่ช่องทางเข้าเดียวนั้นเมื่อเสร็จสิ้นขั้นตอนการฉีดและจะเห็นชิ้นงานที่ทางเข้าจุดศูนย์ด้วยคลายเข็มบางๆ ตำแหน่งเดียวในการไหลเข้าไปในแม่พิมพ์ของยางแบบช่องทางเดียว (pin) นั้นจะสนใจบริเวณที่ยังไม่มีการเติมของเนื้อยาง รูฉีดที่มีขนาดเล็กควรจะยึดติดอย่างมั่นคงที่บริเวณปลายหรือทำเป็นทรงเรียว (tapered) เพื่อที่จะลดการงอตัวของเนื้อยาง, ในการออกแบบควรได้รับการพิจารณาเป็นอย่างมากในตำแหน่งของทางเข้า ตำแหน่งของตัวแทรก (Insert) ภายในแม่พิมพ์ซึ่งจะรวมเข้าไปในตัวชิ้นงานภายในชั้นแม่พิมพ์จำเป็นจะต้องเป็นวัตถุที่แข็งแรงทนต่อการเปลี่ยนแปลงรูปร่างซึ่งภายในแม่พิมพ์นั้นจะมีความดันที่สูงโดยเฉพาะการพิจารณาที่จะใช้พลาสติกแทนเหล็กเป็นตัวแทรกภายในชิ้นงาน ตัวอย่างเช่นการใช้ตัวแทรกในการปิดผนึกต่าง ๆ (seal)
ในการออกแบบแม่พิมพ์สาหรับยางปิดผนึกด้านข้าง (lip seal) ดังภาพที่ 13 แสดงตัวอย่าง และให้ความสำคัญของตำแหน่งทางเข้าของเนื้อยางในตำแหน่งที่จะเข้าสู่ชิ้นงานมีความสำคัญต่อผลกระทบซึ่งอาจเกิดการรั่วไหลของเนื้อยางหลังจากการทดสอบ ช่องทางเข้าในบริเวณลาดเอียง (Heel-gated) ของตัวปิดผนึกจะรั่วหลังจากการทดสอบในช่วงเวลา 15 ถึง 18 นาที และช่องทางเข้าที่เข้าจากด้านข้างจะไม่รั่วหลังจากทดสอบไปแล้วนานเกิน 300 ชม. สิ่งอื่น ๆ จะต้องพิจารณาคือรอย
ตำหนิที่เกิดขึ้นบริเวณทางเข้าและสิ่งมลทินที่เกิดจากแม่พิมพ์หลังจากการแยกแม่พิมพ์ออกจากกันในขั้นตอนการผลิต
ภาพที่ 13 ทางเข้าของเนื้อยางในตำแหน่งด้านบนและด้านล่างของยางปิดผนึกด้านข้าง (Summer: 2003)
เนื้อยาง (compound) ที่แข็งจะสร้างผลกระทบให้เกิดรอยที่บริเวณผิวด้านบนของช่องทางไหลเข้าของตัวแม่พิมพ์, ตำแหน่งที่เกิดจะเกิดขึ้นชัดเจน คือ เกิดการยุบตัวลงไปที่บริเวณผิวหรือเกิดเป็นลักษณะเหมือนภาพฉายทำให้เกิดเงาที่บริเวณผิว เนื้อยางที่อ่อนกว่า 50 ซอร์ (shore) จะทำให้เกิดลักษณะของการยุบตัวหรือภาพฉายขึ้น (depression or projection) จากผิวอยู่ที่ประมาณ 0.015 นิ้ว และถ้าแข็งกว่า 50 ซอร์ ค่าจะอยู่ที่ 0.007 นิ้ว ในภาพที่ 14 แสดงช่องทางไหล และช่องทางไหลเข้าและตัวรูปทรงชิ้นงานภายในแม่พิมพ์ ภาพที่ 14 ช่องทางไหลและช่องทางไหลเข้าและตัวรูปทรงชิ้นงานภายในแม่พิมพ์ (Summer: 2003) ในช่องทางไหลแบบครึ่งวงกลม (semi circular) ดังรูปสามารถออกแบบให้การส่งผ่านเนื้อยางไปยังช่องทางจ่ายโดยมีความแตกต่างที่บริเวณหน้าตัดช่องทางเข้าขนาดของช่องทางเข้า ขนาดของช่องทางไหลเข้าควรจะสัมพันธ์กับเวลาและปริมาตรของรูปทรงชิ้นงาน บ่อยครั้งที่จะสร้างมีขนาดเล็กกว่าในขั้นต้นซึ่งสามารถที่จะทำให้ใหญ่ขึ้นได้ในภายหลัง สาหรับช่องทางไหลเข้าที่เป็นรูปสี่เหลี่ยมที่หน้าตัด (tap gate) สาหรับความยาวของพื้นที่หน้าตัดที่ 0.125 นิ้ว ซึ่งความลึกทั้งสองฝั่งของช่องทางเข้าจะเท่ากัน ซึ่งทางเข้าจะลึกอยู่ 0.01 ถึง 0.015 นิ้ว ช่องทางเข้าที่ลึกจะทำให้เหมาะสมกับค่าปัจจัยในการสร้างแม่พิมพ์ เช่น ใช้สำหรับเนื้อยางที่มีความหนืดสูง ความลึกนั้นจะมีความสำคัญสาหรับช่องทางไหลเข้าที่มีขนาดเล็กซึ่งจะเป็นตัวกาหนดเวลาในการเกิดปฏิกิริยาภายในเนื้อยาง (Crosslinking time) สำหรับเนื้อยางในช่องไหลเข้า ช่องทางที่ไหลเข้าที่ลึก 0.02 นิ้ว และน้อยกว่า จะทาให้เวลาในการฉีดสัมพันธ์กับเนื้อยางที่มีความอ่อน ดังนั้นความลึกของช่องทางไหลเข้าจะเป็นผลกระทบกับเวลาในการเกิดปฏิกิริยาภายในเนื้อยางและเวลาในการเติมเนื้อยางเข้าไปในรูปทรงแม่พิมพ์ ในช่องทางไหลครึ่งวงกลมที่เป็นร่องทั้งด้านบนและด้านล่างมาประกบกันจะเป็นรูปทรงวงกลมและช่องทางไหลเข้าจะเป็นลักษณะรูเข็มที่ทางไหลเข้า (pin gates) ช่องทางไหลเข้าแบบรู (pin gates) นั้น จะมีขนาดอยู่ที่เส้นผ่าศูนย์กลาง 0.010 ถึง 0.150 นิ้ว ควรที่จะใช้ในตาแหน่งที่มีผลกระทบน้อยที่สุดที่จะเกิดกับแม่พิมพ์ โดยปกติจะใช้เส้นผ่านศูนย์กลางประมาณ 0.032 นิ้ว ลักษณะของช่องทางไหลเข้าแบบครึ่งวงกลมสองด้านประกอบและแบบวงกลมนั้นจะสร้างได้โดยการใช้หัวกัดแบบวงกลม แต่จะมีราคาที่สูงกว่าการใช้หัวกัดแบบราบเรียบที่ให้ขึ้นรูปช่องทางเข้าแบบสี่เหลี่ยม ข้ออื่น ๆ ที่ควรจะพิจารณา - การใช้เครื่องมือที่เป็นขนาดมาตรฐานจะทาให้ลดค่าใช้จ่ายลง
- หัวกัดแบบทรงกลมสามารถสร้างช่องทางไหลที่มีขนาดเล็กลงทันทีทันใดได้สะดวก
- ช่องทางเข้าแบบวงกลมจากัดการไหลน้อยกว่าช่องทางเข้าแบบครึ่งวงกลมและแบบสี่เหลี่ยมที่มีพื้นที่หน้าตัดเท่ากัน
ร่องของรูทางไหลเข้าที่อยู่เหนือเนื้อยางที่ไหลเข้าไปในแม่พิมพ์ที่ตำแหน่งรอยต่อของชิ้นงาน (mould parting line) หลังจากการสุกตัวของเนื้อยางเสร็จสิ้นลงแล้ว แม่พิมพ์จะเปิดออกและช่องทางไหลจะแยกตัวออกจากชิ้นงานโดยการเคลื่อนที่ของแม่พิมพ์ โดยการขยายตัวและการฉีกขาดของเนื้อยางที่สุกแล้วในช่องทางไหลเข้า (gates) การฉีกขาดของเนื้อยางจำเป็นที่จะเกิดขึ้นไม่ว่าจะด้านบนหรือด้านล่างของผิวยาง ส่วนที่ฉีกขาดออกเช่นร่องทางไหลจะถูกนำแยกออกไปส่วนมากจะใช้ช่องทางเข้าแบบเอียงทำมุมเข้าด้านล่าง (submarine gate) ดังแสดงในภาพที่ 15 จะดีกว่าในการควบคุมด้านที่จะฉีกขาดออกไป ภาพที่ 15 ช่องทางเข้าแบบเอียงทำมุมเข้าด้านล่าง (submarine gate) ช่องทางเข้าแบบเอียงทามุมเข้าด้านล่างจะจ่ายเนื้อยางเข้าไปในตัวแม่พิมพ์ในตำแหน่งที่ไกลจากรอยต่อของแม่พิมพ์ (parting line) และจะมีมุมประมาณ 45 องศา เพราะว่าช่องทางเข้าแบบเอียงเข้า (submarine gate) นั้นจะฉีกขาดด้วยแรงเลื่อนแทนแรงดึงการเอียงตัวของช่องทางไหลเข้าจะทำให้เนื้อยางไหลเข้าไปที่ผนังจะคงที่ทำให้ชิ้นงานดีขึ้น ช่องทางแบบเฉียงเข้าสามารถที่ขยายตัวได้โดยการขึ้นรูป เพราะสามารถที่จะทำการเอียงตัวแม่พิมพ์ระหว่างทำการขึ้นรูปได้ ควรจะหลีกเลี่ยงในการสร้างช่องทางไหลเข้าที่แม่พิมพ์มีขนาดเล็ก ควรที่จะสร้างตัวแผ่นเหล็กแทรกเข้าไปในช่องภายในแม่พิมพ์, ช่องทางไหลเข้าแบบวงแหวนก็แสดงให้เห็นและขึ้นรูปทรงอื่น ๆ ของทางเข้าที่ใช้กับแม่พิมพ์ฉีด โดยหมุนตรงกลาง เช่น ตรงรอบแหวน (washers) และยางสำหรับร้อยสายไฟฟ้าผ่าน แผ่นโลหะ (gronnets) แบบของแม่พิมพ์ (Mould layout) แบบของแม่พิมพ์นั้นจะต้องพิจารณาถึงการออกแบบสำหรับรูปทรงชิ้นงานในแม่พิมพ์ (Cavities), ชุดให้ความร้อน (heaters), เครื่องมือวัดอุณหภูมิ (thermocouples), ตำแหน่งของ dowels, ฉนวน (insulation), ช่องทางจ่ายยาง (sprue), ช่องทางไหล (runners), ช่องทางเข้า (gates), ชุดกระทุ้งออก (ejectors), ช่องลม (vents), ช่องในการฉีกขาด (fear off grooves) และระบบสุญญากาศ (Vacuum attachments) แบบของรูปทรงชิ้นงานภายในแม่พิมพ์ (Cavity layout) แบบของรูปทรงชิ้นงานที่ดีนั้นจะต้องพิจารณาโดยเฉพาะอย่างยิ่งจำนวนของรูปทรงชิ้นงานภายในแม่พิมพ์ เพราะจะคุ้มค่าในการลงทุนซึ่งจะต้องมากที่สุดเท่าที่จะทำได้ภายในแม่พิมพ์ ซึ่งจะต้องพิจารณาในการออกแบบของแม่พิมพ์ที่เหมาะสมและต้องมีประสิทธิภาพด้วย ในการไหลของยางเข้าไปในรูปทรงของชิ้นงานภายในแม่พิมพ์นั้นต้องการการไหลเข้าไปในแต่ละชิ้นงานนั้นเวลา ณ. ตำแหน่งต่าง ๆ ต้องเท่ากัน อัตราการไหลต้องเท่ากันโดยจะต้องทำการควบคุมสมดุลย์กันของการไหลรอบ ๆ จุดศูนย์กลางในการจ่ายยาง รูปทรงชิ้นงานภายในแม่พิมพ์ (Cavities) รูปทรงของชิ้นงานภายในแม่พิมพ์จะแสดงให้เห็นรูปร่างของตัวเนื้อยางซึ่งจะสำคัญสาหรับความทนทานต่อการเกิดความดันที่สูงและความเค้นที่เกิดขึ้นหลังจากที่เนื้อยางไหลเข้าไปและอากาศที่กดภายในแม่พิมพ์ เวลาที่ไม่สม่าเสมอของการไหลเข้าของเนื้อยางที่เข้าไปในแม่พิมพ์สามารถทำให้ผนังของรูปทรงชิ้นงานเกิดจุด yield point ซึ่งความหนานี้จะไม่พอเพียงในการเพิ่มเติม ตัวแม่พิมพ์นั้นจะห่อหุ้มรูปทรงของชิ้นงานอยู่ความหนาที่พอเพียงนั้นจะต้องทนต่อการเกิดการบิดงอซึ่งจะมีส่วนทำให้เกิดผิวที่มีลักษณะมันวาวเนื่องจากการกระแทกรอยขูดขีด
ความหนาต่ำสุดอยู่ที่ 0.875 นิ้ว ซึ่งจะแนะนำให้ใช้กับแม่พิมพ์ตัวบน ตัวแม่พิมพ์นั้นจะต้องมีความทนทาน และทนต่อจำนวนรอบในการทำงานที่สูงซึ่งจะต้องมีการบำรุงรักษาตามระยะเวลาที่กำหนด องค์ประกอบความสำคัญอื่นๆ ได้แก่ รูปแบบในการวางของรูปทรงภายในแม่พิมพ์ (cavity layout) และพื้นที่ภายในรูปทรงของชิ้นงานในแม่พิมพ์ (Cavity spacing) ในการวางรูปแบบของตัวชิ้นงานในแม่พิมพ์และช่องทางไหลต้องการผลที่จะได้คือต้องการที่จะทำให้ความดันที่กระจายตัวนั้นค่อนข้างที่จะคงที่โดยกระทำตามขวางกับพื้นผิวของแม่พิมพ์บริเวณรอยต่อของแม่พิมพ์ (parting line) การกระจายตัวที่ไม่ได้รูป มีแนวโน้มที่จะทำให้แม่พิมพ์มีการเปิดตัวออกจากกันที่ บริเวณรอยต่อซึ่งจะทำให้เกิดการสึกหรอที่ผิวได้ เช่นเกิดการมันวาวขึ้น เป็นต้น การเกิดแฟส (Flash) เป็นลักษณะของแผ่นฟิล์มบางๆ ของบริเวณภายนอกของเนื้อยางที่เกิดขึ้นบนผิวของตัวแม่พิมพ์ภายในรูปทรง ในการกำหนดการเกิดฟิล์มบางๆ ในชิ้นงานบางชนิดนั้นจาเป็นที่จะต้องเกิดขึ้น ตัวอย่างเช่น ในฉนวนกันกระแสไฟฟ้าในการออกแบบแม่พิมพ์ฉนวนโดยปกติจะออกแบบให้ตัวยึด (clamped ) รวมกันในแนวแกนนอนของชิ้นงาน การเกิดฟิล์มบางๆ ที่รอยต่อของแม่พิมพ์ชิ้นงานฉนวนในแม่พิมพ์ตรงบริเวณนี้จะต้องขัดให้มีผิวเรียบเพื่อที่จะหลีกเลี่ยงการเกิดรอยต่อของชิ้นงานขึ้นเป็นแนวยาวในแนวแกนนอนเมื่อเกิดรอยต่อชิ้นงานจะต้องทำการแก้ไข ในการปรับปรุงออกแบบแม่พิมพ์เปลี่ยนตำแหน่งของการประกอบกับของแม่พิมพ์จากแนวนอนเป็นแนวเส้นรอบวงและลดแนวการประกอบของกันในแนวนอนของแม่พิมพ์ แผ่นฟิล์มบางๆ เป็นสิ่งสาคัญที่จะต้องพิจารณาในการออกแบบแม่พิมพ์ฉีด เช่น การออกแบบโอริ่ง (O-ring) โดยเฉพาะอย่างยิ่งสำหรับโอริ่งที่มีขนาดเล็ก (Small O-ring) แผ่นฟิล์มบาง ๆ ที่เกิดบนโอริ่งจะเกิดที่บริเวณด้านในสุดของเส้นผ่านศูนย์กลางที่เล็กของโอริ่ง (inside diameters I.D.) เป็นอย่างมากและเป็นการยากที่จะทำให้ลดลง ในการออกแบบแม่พิมพ์ที่จะทำให้ลดปัญหานี้เมื่อใช้แท่งสอดแทรกตรงกลางของชิ้นงาน (pin pierces) และทำการลดฟิล์มบาง ๆ ลงโดยทำหลังการเกิดปฏิกิริยา (cross slinking) แผ่นฟิล์มบาง ๆ ที่ผิวด้านนอก (O.D.) สามารถลดลงได้โดยวิธีการธรรมดา เช่น การ Cryogenic tumbling * (ความสมมาตรที่เท่ากันนั้นจำเป็นในการออกแบบรูปทรงชิ้นงานในแม่พิมพ์ เช่น แผงหน้าปัดด้านหน้าของรถ การขัดให้ขึ้นเงาภายในรูปทรงชิ้นงานในแม่พิมพ์ในการขัดนั้นเมื่อเสร็จแล้วความละเอียดจะอยู่ที่ 10 ถึง 20 ไมโคนิ้วก็จะเป็นที่ยอมรับได้ ข้อที่ควรจำการขัดเงาที่จะได้ผลดีจะต้องทำโดยวิธีการที่ถูกต้องและใช้กระดาษทรายเบอร์ 320 ในขั้นตอนสุดท้าย) ในความเป็นไปได้ของการมีจำนวนรูปทรงชิ้นงานภายในแม่พิมพ์มากที่สุดเท่าที่จะเป็นไปได้นั้นยังเป็นปัญหาอยู่ในหลายข้อที่จะต้องคำนึงถึงหนึ่งในนั้นคือแรงกระทำกับผิวที่รอบของรูปทรง เช่น งานที่บริเวณริมขอบของแม่พิมพ์ตอนแม่พิมพ์ปิด ซึ่งจะทำให้การควบคุมอุณหภูมิที่เกิดขึ้นภายในรูปทรงชิ้นงานนั้นยากซึ่งจะเกิดขึ้นในแต่ละตำแหน่งของรูปทรงชิ้นงานและยังมีปัญหาของต่อชิ้นงานอยู่ที่บริเวณมุมของแม่พิมพ์ สาหรับแม่พิมพ์พลาสติกระยะทางการอยู่ที่ 3 นิ้ว จากผิวของรูปทรงแม่พิมพ์กับผิวนอกสุดของแม่พิมพ์ แต่ควรจะเริ่มที่สี่นิ้วขึ้นไป การทำให้แม่พิมพ์มีความเที่ยงตรงในการลงมาประกบกัน ซึ่งจะทำให้พื้นที่ที่ออกแบบไว้ตรงกันสามารถกำหนดได้หลายวิธี เช่น ให้เข็มนำ (leader pins), ใช้ปลอกนำ (bushing) และการใช้สลักร้อยในการใช้สลักร้อยนั้นจะเป็นตัวกลางในการเลื่อนขึ้นลงระหว่างแม่พิมพ์ที่อยู่กับที่กับตัวที่เคลื่อนที่ และต้องพิจารณาตอนประกอบกันของช่องจะต้องตัดกันที่บริเวณขอบ การเชื่อมต่อสำหรับท่อสุญญากาศ และระบบช่องทางไหล การวางตำแหน่งของช่องทางไหลเป็นปัจจัยหลักที่สำคัญที่จะต้องพิจารณาในการเชื่อมต่อกันของช่องว่างซึ่งต้องพิจารณาดังตัวอย่างช่องทางไหลของของไหลที่ถ่ายเทความร้อนและชุดการให้ความร้อนนั้นจะออกแบบให้ผนังของรูปทรงชิ้นงานนั้นจะต้องมีความหนาแน่นพอเพื่อที่จะขัดขวางการเปลี่ยนแปลงรูปทรงไปของผนังในรูปทรงชิ้นงาน ในการออกแบบแม่พิมพ์นั้นจะต้องคำนึงถึงกฎเกณฑ์ข้อบังคับในการออกแบบและพิจารณาองค์ประกอบอื่นๆ ประกอบด้วยโดยอาจจะเปรียบเทียบกับระบบของโทโมพลาสติก ซึ่งจะสามารถนำมาประยุกต์ใช้กับการออกแบบแม่พิมพ์ฉีดยางได้เป็นอย่างดี กฎเกณฑ์ในการออกแบบสำหรับระบบช่องทางไหลพิจารณาในรายละเอียดดังนี้
- ออกแบบให้ระบบช่องทางไหลมีปริมาณน้อยที่สุด
- ออกแบบสำหรับช่องทางไหลของความดันที่สูญเสียค่อนข้างดี
- พิจารณาการเชื่อมต่อของตำแหน่งช่องทางจ่าย (gate) ทุกๆ ตำแหน่ง
ความพร้อมกันของการไหลเข้าที่ภายในแม่พิมพ์ของเนื้อยางภายในแม่พิมพ์เป็นจุดมุ่งหมายหลักสำหรับการออกแบบแม่พิมพ์ การทำให้ช่องทางไหลมีการสอดคล้องกันของการไหลนั้นสำคัญ แต่ยังไม่พอเพียงที่จะทำให้บรรลุถึงจุดมุ่งหมายที่จะทำให้เนื้อยางไหลเข้าพร้อมๆ กัน เพราะยังมีปัจจัยอื่นๆ เช่น ขนาดของทางเข้าและอุณหภูมิเนื้อยางที่มีผลกระทบต่อการไหลเข้าไปในรูปทรงชิ้นงาน ภาพที่ 16 แสดงการจัดการรูปทรงชิ้นงานสาหรับแม่พิมพ์ฉีด
ภาพที่ 16 แสดงการจัดการรูปทรงชิ้นงานสำหรับแม่พิมพ์ (Summer: 2003)
แม่พิมพ์ฉีดที่แสดงในภาพที่ 16 จะแสดงให้เห็นการเชื่อมต่อของชิ้นงานภายในแม่พิมพ์ในแต่ละอัน ซึ่งจะต้องพิจารณาถึงความสมดุลย์กันควบคู่ไปกับความสมมาตรกันของจำนวนรูปทรงชิ้นงานหลังจากการทดสอบการไหลแล้วรูปทรง H จะขาดความสมดุลดังแสดงในภาพที่ 16 ซึ่งผลสรุปคือการออกแบบนี้ใช้กับการออกแบบที่เป็นแม่พิมพ์ของเทอร์โมพลาสติกและก็สามารถที่จะเริ่มนำไปใช้ในการออกแบบแม่พิมพ์เป็นยางได้ ความเค้นเฉือนและความร้อนจะเปลี่ยนแปลงตลอดในตัวโพลิเมอร์ในการไหลไปในช่องทางไหล ทาให้เกิดการไหลที่ไม่สมดุลย์ภายในแม่พิมพ์ที่มีรูปร่างแบบ H จะแก้ไขปัญหาที่เกิดกับการไหลไม่สมดุลย์ว่า ‚Melt Flipper‛ (การละลายของครีบ) การทำให้โพลิเมอร์เกิดการหมุนและวิธีการในการที่จะทำให้เกิดการไหลที่สมดุลย์กันนั้นมีอยู่หลายวิธี เช่น การที่มุมที่เป็นกิ่งเพิ่มเข้าไปในตัวช่องทางไหลและอัตราส่วนของการฉีดที่จะต้องสัมพันธ์กัน มุมที่เป็นกิ่งนั้นจะเป็นมุมที่อยู่ระหว่างช่องไหลที่เชื่อมต่อกับตัวชิ้นงานและตัวกิ่งเอง การเพิ่มขึ้นของมุมที่กิ่งจะทาให้การควบคุมการเพิ่มขึ้นและการไหลไม่สมดุลย์ภายในรูปทรงแม่พิมพ์ หลายวิธีที่แตกต่างกันในการใช้สร้างรูปทรงภายในแม่พิมพ์ โดยการขึ้นรูปโดยเครื่องจักรเป็นวิธีที่นิยมมากที่สุด วิธีการขึ้นรูปสามารถทำรวมกันได้โดยการขึ้นรูปโดยเครื่องจักรแล้วตามด้วยวิธีการ hobbing ทำโดยการลดความแข็งลงโดยการให้แรงกระทำให้เหล็กนั้นอ่อนลงบริเวณภายในรูปทรงของชิ้นงาน การทำ hobbing จะเหมาะสมกับที่จะใช้กับแม่พิมพ์ที่มีจานวนชิ้นงานมากและมีความซับซ้อนของความโค้งสูง แต่มีข้อกำหนดในรูปทรงที่มุมแหลมคม และมีส่วนตัดภายใน (under cuts) และแม่พิมพ์มีการขัดเงาที่สูงและมีการทำมุมทุกด้าน การขึ้นรูปโดยการใช้กระแสไฟในการขับไล่โลหะออก (EDM) เป็นวิธีใหม่ที่เป็นที่นิยมในการขึ้นรูปร่างชิ้นงานภายในแม่พิมพ์ EDM ต่างจากการทำ Hobbing ในการที่จะสร้างรูปร่างของตัวชิ้นงานนั้นจะต้องนำขั้วไฟฟ้าจมลงไปในแผ่นเหล็กที่ต้องการขึ้นรูปหรือใช้เส้นลวดลากผ่านแผ่นโลหะ ในการขึ้นรูปแบบ EDM นี้จะไปทำให้เกิดแรงที่กระทำสูงในขณะที่ทำการควบคุมการขึ้นรูปซึ่งปกติจะเกิดการขึ้นรูปโดยเครื่องจักรและแบบ hobbing EDM สามารถใช้ในการขึ้นรูปรวมกับวิธีการขึ้นรูปอื่น ๆ ในการสร้างร่องที่มีความลึก ซึ่งถ้าต้องการความลึกในแม่พิมพ์ที่กำหนดไว้ครึ่งหนึ่งซึ่งสามารถจะใช้หัวกันได้ แต่ต้องสร้างร่องต่อโดยใช้ EPM ก็จะใช้เวลาการขึ้นรูปเท่า ๆ กัน โดยปกตินั้นแนวทางการเลือกในการทำร่องจะต้องใช้หัวกับความเร็วสูง (high-seed milling) ในการกัดร่องให้ลึกลงไป 30 mm ต่อจากนั้นใช้ EDM ตามจนได้ความลึกตามที่ต้องการ แม่พิมพ์สาหรับผลิตชิ้นส่วนยานยนต์ที่เป็นแนวหน้าปัดด้านหน้าของรถ (fascia) ซึ่งจะต้องการความเที่ยงตรงเป็นอย่างสูงและต้องการแข็งแรง และความต้านทานต่อลมที่ปะทะซึ่งจะเกิดการเปลี่ยนรูปร่างระหว่างที่เคลื่อนที่ไปโดยความเร็วสูง ขนาดของอนุภาคที่กาหนดกันที่จะบรรจุนั้นจะอยู่ในระดับสูงภายในตัวเนื้อยาง (compound) ซึ่งสามารถทำให้เกิดความแข็งแรงได้แต่ถ้าก็มากเกินไปจะทาให้ตัวเนื้อยางมีความหนักสูงภายในตัวแม่พิมพ์ฉีด ในการเลือกตัวผสมที่เป็น โพลิเมอร์ และส่วนผสมอื่น ๆ ในเนื้อยางผสมแบบ EPDM เพื่อจะทำให้เกิดความสมดุลย์ในการไหลเข้าไปภายในแม่พิมพ์ ระยะเวลาในการไหลของยาง ความแข็งและอื่น ๆ ที่ต้องการตามคุณสมบัติ สาหรับวิธีการและเหตุผลทางเศรษฐกิจเป็น EPDM ในภายหลังใช้โพลีโพไพรีน (polypropylene) ในการสร้างโทโมพลาสติก โพลิโอลีฟลีน (thermoplastic polyoletin (TPO) เป็นองค์ประกอบ ช่องลมภายในแม่พิมพ์ (Mould Venting)
สาหรับการผลิตที่มีอัตราส่วนของชิ้นงานที่สูงและจะต้องใช้เวลาในการไหลเข้าที่ควบคุมให้มีระยะเวลาที่สั้นที่สุดใน
การไหลของเนื้อยางเข้าไปในแม่พิมพ์ในเวลาที่น้อยกว่าหนึ่งวินาทีและอากาศที่อยู่ภายในแม่พิมพ์จะต้องไหลออกไปสู่ภายนอกในเวลาเดียวกันด้วยดังนั้นจึงจาเป็นที่จะต้องสร้างช่องทางระบายอากาศของช่องลมไว้ ในเวลาที่มีการฉีดแบบเร็วนั้นในการฉีดนั้นบ่อยครั้งจะมีความยุ่งยากของตำแหน่งของช่องลมภายในแม่พิมพ์ซึ่งจะต้องทาการออกแบบโดยวิธีการนาพาอากาศออกแบบ Diamond – scratching. ในการเปลี่ยนแปลงของอากาศเพียงเล็กน้อยจะทำให้เกิดปฎิกิริยาของเนื้อยางกับออกซิเจนได้รุนแรง ช่องลมนั้นจะมีลักษณะที่แคบเป็นท่อเล็กๆส่วนใหญ่จะทำการออกแบบให้อยู่ในแนวรอยต่อกันของแม่พิมพ์ โดยปกติตำแหน่งของช่องลมนั้นจะอยู่ตรงกันข้ามกับช่องทางไหลเข้าหรือจุดจ่ายและในระบบการจ่ายเนื้อยางแบบหลายทางนั้นจะให้ช่องลมอยู่ระหว่างจุดจ่าย ขนาดของช่องลมจะขึ้นอยู่กับปริมาตรของอากาศที่เคลื่อนที่ออกแต่จะอยู่ประมาณ 0.05 มม. (0.002 นิ้ว) สาหรับความกว้าง และจะลึก 3.2 มม. (1/8 นิ้ว) โดยทั่วไปในการผลิตนั้นจะไม่ค่อยได้สังเกตตำแหน่งของช่องลมเพราะในแบบนั้นช่องลมจะมีลักษณะที่เล็กและการกำหนดลงไปภายในแบบของแม่พิมพ์ซึ่งจะทาให้เกิดการละเลยขึ้นได้ การเกิดหลุดของอากาศ (Air trapping) ภายในตัวชิ้นงานที่อยู่ภายในแม่พิมพ์จะเกิดเป็นแนวยาวและลึกลงไปภายในชิ้นงาน ในการที่จะลดการเกิดนั้นจะต้องมีการเลือกระบบสุญญากาศที่ติดไว้ภายในช่องลมซึ่งปั๊มสุญญากาศนั้นจะต้องพิจารณาถึงอากาศที่ไหลออกที่ต้องใช้เวลาน้อยกว่าหนึ่งวินาทีภายหลังจากทาการปิดแม่พิมพ์และจะต้องพิจารณาถึงผลกระทบที่เกิดขึ้นอย่างสูงที่สุด สรุปผล เมื่อวิเคราะห์การออกแบบแม่พิมพ์ในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยางนั้นจะต้องคำนึงถึงปัจจัยหลายอย่างได้แก่
- วัสดุที่ใช้ทำแม่พิมพ์
- การให้ความร้อนแก่แม่พิมพ์
- ช่องทางไหลเข้าในแม่พิมพ์
- ช่องทางวิ่งร้อน ช่องทางไหลแบบเย็น
- แบบของแม่พิมพ์
- รูปทรงของชิ้นงานภายในแม่พิมพ์
- ช่องลมภายในแม่พิมพ์ ซึ่งจะส่งผลต่อการออกแบบแม่พิมพ์
โดยทั่วไปแล้วการออกแบบแม่พิมพ์ของผู้ประกอบการภายในประเทศนั้นยังใช้ประสบการณ์ และใช้การลองผิดลองถูกในการออกแบบ ซึ่งจะส่งผลให้เกิดปัญหากับชิ้นงานในด้านคุณภาพและกระบวนการผลิตเมื่อนำแม่พิมพ์ไปใช้งาน โดยหลักของบทความที่กล่าวมาข้างต้นนั้นเพื่อที่จะนำแนวทางหรือหลักของการออกแบบแม่พิมพ์ฉีดที่ถูกต้อง เพื่อแก้ไขปัญหาที่เกิดขึ้นในการออกแบบแม่พิมพ์ฉีดรวมทั้งลดปัญหาการแก้ไขปัญหาที่เกิดขึ้นในกระบวนการฉีดขึ้นรูปผลิตภัณฑ์ยาง
เอกสารอ้างอิง [1] เนื้อที่การปลูกยางพาราของประเทศไทย: สานักงานเศรษฐกิจการเกษตร, 2550. [2] ข้อมูลวิชาการยางพารา 2545: กรมวิชาการเกษตร, กรกฎาคม 2545. [3] ยุทธศาสตร์การพัฒนายางพาราครบวงจร (2542-2546): คณะกรรมการนโยบายยางธรรมชาติ, 2545. [4] วราภรณ์ ขจรไชยกุล, กระบวนการผลิตยาง: กลุ่มอุตสาหกรรมผลิตภัณฑ์จากยาง ศูนย์วิจัยยางสงขลา กรมวิชาการเกษตร, พฤศจิกายน 2530. [5] R. P. Brown, "Rubber Product Failure," Rapra Review Reports, vol. 13, 2002. [6] J. A. Lindsay, "Rubber Injection Moulding : A Practical Guide," Rapra Review Reports, Report 109, vol. 10, 1999. [7] E. Bociaga, "Effect of Mould Temperature and Injection Speed on Selected Properties of Polyethylene Mouldings," International Polymer Science and Technology, vol. 28, pp. 98-102, 2001. [8] E. Bociaga, "Influence of the Method of Feeding the Polymer into hte Injection Mould Cavity on the Structure and Crystalliniy of High Density Polyethylene," International Polymer Science and Technology, vol. 29, pp. 99-102, 2002. [9] D. E. Packham, "Moulding Sticking, Fouling and Cleaning," Rapra Review Reports, vol. 13, 2002. [10] M. J. Forrest, "Rubber Analysis - Polymers, Compounds and Products," Rapra Review Reports, vol. 12, 2001. [11] V. Goodship and J. C. Love, "Multi-material Injection Moulding," Rapra Review Reports, vol. 13, 2002. [12] S. L. Kushnarenko, T. R. Voskresenskii, and V. N. Krasovskii, "Modelling of the Moulding Vulcanisation of Standard Rubber Footwear," International Polymer Science and Technology, vol. 28, pp. 48-49, 2001. [13] วราภรณ์ ไชยกุล, การออกสูตรยางและกระบวนการผลิต: ส่วนอุตสาหกรรมยาง สถาบันวิจัยยาง กรมวิชาการเกษตร กระทเกษตรและสหกรณ์, 2542. [14] J. Sommer, Elastomer Molding Technology: Elastech, January 2003. [15] M. A. Wheelans, Injection Moulding of Rubber: London Butterworths, 1974.
การชุบฮาร์ดโครม
เมื่อชิ้นส่วนเครื่องจักรเริ่มมีการสึกกร่อนหรือเกิดรอยแตกขึ้น ผู้เป็นเจ้าของจำนวนไม่น้อย ที่ตัดสินใจปลดมันออกจากหน้าที่และหาซื้อชิ้นส่วนตัวใหม่มาแทน ซึ่งทุกคนต่างก็ทราบดีว่าการหยุดเครื่อง เพื่อรออะไหล่ตัวใหม่มาเปลี่ยนนั้น ทำให้เกิดการสูญเสียทางการผลิต ซึ่งแน่นอนว่าต้องกระทบถึงผลกำไรที่จะตามมาอย่างหลีกเลี่ยงไม่ได้ เพื่อเป็นการประหยัดทั้งเงินและเวลา “การชุบฮาร์ดโครม” จึงเป็นทางออกที่ไม่ควรมองข้าม เพราะนอกจากจะช่วยลดเงินและเวลาที่ต้องหมดไปกับการรอชิ้นส่วนใหม่แล้ว ประสิทธิภาพการทำงานของชิ้นส่วนที่ผ่านการชุบฮาร์ดโครมยังดีเยี่ยมไม่แตกต่างจากของใหม่อีกด้วย
การชุบฮาร์ดโครม เป็นวิธีการเคลือบเชิงไฟฟ้า (Electrolytic Deposition) โดยใช้โครเมียม ซึ่งเป็นวิธีการที่เหมาะกับงานเชิงวิศวกรรม วัตถุที่นิยมนำมาชุบส่วนใหญ่จะเป็นเหล็กกล้า โดยเฉพาะอย่างยิ่งเหล็กกล้าชุบแข็ง การชุบฮาร์ดโครมสามารถแบ่งออกได้เป็น 2 ลักษณะใหญ่ๆ คือ การชุบอย่างบางและการชุบหนา “การชุบอย่างบาง” เป็นการชุบเพื่อยืดอายุการใช้งานของชิ้นส่วนเครื่องจักรกล ที่มักใช้ในงานที่มีอัตราความเสี่ยงต่อการสึกกร่อนสูง หรืองานที่อยู่ในสภาพที่มีการกัดกร่อนทางเคมี สำหรับ “การชุบหนา” เป็นการชุบเพื่อซ่อมแซมชิ้นส่วนอะไหล่ที่ชำรุดเสียหาย ให้กลับมาใช้งานได้อย่างมีประสิทธิภาพดังเดิม ตัวอย่างชิ้นส่วนที่นำมาชุบฮาร์ดโครม เช่น กระบอกสูบไฮดรอลิก (Hydraulic cylinder) ด้ามลูกสูบ (Pump shafts) ลูกกลิ้ง (Rollers) วงแหวนลูกสูบ (Piston ring) ผิวด้านนอกเบ้าหล่อ (Mold surfaces) แม่พิมพ์ตอกโลหะ (Dies) ตะปูควง (Screws) และลำกล้องปืน (Gun bores) เป็นต้น
คุณสมบัติ
• ค่าความแข็งสูง (High Hardness)
• ต้านทานการสึกกร่อนได้ดี (Good Wear Resistance)
• ต้านทานการกัดกร่อนจากสารเคมีได้ดี (Good Corrosion Resistance)
• สัมประสิทธิ์การเสียดทานต่ำ (Low Coefficient of Friction)
• ใช้อุณหภูมิในการซ่อมแซมต่ำ (Low Temperature Treatment )
คุณสมบัติทางกายภาพ
• ค่าความหนาแน่น: 7.1 kg/dm3
• เลขอะตอม: 24
• ลักษณะการจับตัวของผลึก: Body Centre Cubic
• ค่าความแข็ง: 850-1050 HV or 65-70 Rockwell C
• จุดหลอมเหลว: 1890 องศาC
• สัมประสิทธิ์ความเสียดทาน: 6 x 10
• สัมประสิทธิ์ความต้านทาน: 13 Micro hms/cm
• การนำความร้อน: 0.67 W/cm oK
• ความต้านทานไฟฟ้า: 13-66 Micro hm/cm
การใช้งาน
จากคุณสมบัติเหล่านี้ การชุบฮาร์ดโครมจึงเป็นวิธีการแก้ปัญหาข้อยุ่งยากต่างๆ ทางวิศวกรรมที่เกิดขึ้นในอุตสาหกรรมหลายประเภท เช่น อุตสาหกรรมการผลิตนม อุตสาหกรรมการผลิตน้ำมันพืช อุตสาหกรรมเครื่องดื่ม อุตสาหกรรมกระดาษ อุตสาหกรรมเวชภัณฑ์ และอุตสาหกรรมน้ำตาล
เมื่อชิ้นส่วนเครื่องจักรเริ่มมีการสึกกร่อนหรือเกิดรอยแตกขึ้น ผู้เป็นเจ้าของจำนวนไม่น้อย ที่ตัดสินใจปลดมันออกจากหน้าที่และหาซื้อชิ้นส่วนตัวใหม่มาแทน ซึ่งทุกคนต่างก็ทราบดีว่าการหยุดเครื่อง เพื่อรออะไหล่ตัวใหม่มาเปลี่ยนนั้น ทำให้เกิดการสูญเสียทางการผลิต ซึ่งแน่นอนว่าต้องกระทบถึงผลกำไรที่จะตามมาอย่างหลีกเลี่ยงไม่ได้ เพื่อเป็นการประหยัดทั้งเงินและเวลา “การชุบฮาร์ดโครม” จึงเป็นทางออกที่ไม่ควรมองข้าม เพราะนอกจากจะช่วยลดเงินและเวลาที่ต้องหมดไปกับการรอชิ้นส่วนใหม่แล้ว ประสิทธิภาพการทำงานของชิ้นส่วนที่ผ่านการชุบฮาร์ดโครมยังดีเยี่ยมไม่แตกต่างจากของใหม่อีกด้วย
การชุบฮาร์ดโครม เป็นวิธีการเคลือบเชิงไฟฟ้า (Electrolytic Deposition) โดยใช้โครเมียม ซึ่งเป็นวิธีการที่เหมาะกับงานเชิงวิศวกรรม วัตถุที่นิยมนำมาชุบส่วนใหญ่จะเป็นเหล็กกล้า โดยเฉพาะอย่างยิ่งเหล็กกล้าชุบแข็ง การชุบฮาร์ดโครมสามารถแบ่งออกได้เป็น 2 ลักษณะใหญ่ๆ คือ การชุบอย่างบางและการชุบหนา “การชุบอย่างบาง” เป็นการชุบเพื่อยืดอายุการใช้งานของชิ้นส่วนเครื่องจักรกล ที่มักใช้ในงานที่มีอัตราความเสี่ยงต่อการสึกกร่อนสูง หรืองานที่อยู่ในสภาพที่มีการกัดกร่อนทางเคมี สำหรับ “การชุบหนา” เป็นการชุบเพื่อซ่อมแซมชิ้นส่วนอะไหล่ที่ชำรุดเสียหาย ให้กลับมาใช้งานได้อย่างมีประสิทธิภาพดังเดิม ตัวอย่างชิ้นส่วนที่นำมาชุบฮาร์ดโครม เช่น กระบอกสูบไฮดรอลิก (Hydraulic cylinder) ด้ามลูกสูบ (Pump shafts) ลูกกลิ้ง (Rollers) วงแหวนลูกสูบ (Piston ring) ผิวด้านนอกเบ้าหล่อ (Mold surfaces) แม่พิมพ์ตอกโลหะ (Dies) ตะปูควง (Screws) และลำกล้องปืน (Gun bores) เป็นต้น
คุณสมบัติ
• ค่าความแข็งสูง (High Hardness)
• ต้านทานการสึกกร่อนได้ดี (Good Wear Resistance)
• ต้านทานการกัดกร่อนจากสารเคมีได้ดี (Good Corrosion Resistance)
• สัมประสิทธิ์การเสียดทานต่ำ (Low Coefficient of Friction)
• ใช้อุณหภูมิในการซ่อมแซมต่ำ (Low Temperature Treatment )
คุณสมบัติทางกายภาพ
• ค่าความหนาแน่น: 7.1 kg/dm3
• เลขอะตอม: 24
• ลักษณะการจับตัวของผลึก: Body Centre Cubic
• ค่าความแข็ง: 850-1050 HV or 65-70 Rockwell C
• จุดหลอมเหลว: 1890 องศาC
• สัมประสิทธิ์ความเสียดทาน: 6 x 10
• สัมประสิทธิ์ความต้านทาน: 13 Micro hms/cm
• การนำความร้อน: 0.67 W/cm oK
• ความต้านทานไฟฟ้า: 13-66 Micro hm/cm
การใช้งาน
จากคุณสมบัติเหล่านี้ การชุบฮาร์ดโครมจึงเป็นวิธีการแก้ปัญหาข้อยุ่งยากต่างๆ ทางวิศวกรรมที่เกิดขึ้นในอุตสาหกรรมหลายประเภท เช่น อุตสาหกรรมการผลิตนม อุตสาหกรรมการผลิตน้ำมันพืช อุตสาหกรรมเครื่องดื่ม อุตสาหกรรมกระดาษ อุตสาหกรรมเวชภัณฑ์ และอุตสาหกรรมน้ำตาล
พฤติกรรมที่ต้องปรับเมื่อต้องเปลี่ยนจากลูกจ้างเป็นนายจ้าง
พฤติกรรมที่ต้องปรับเมื่อต้องเปลี่ยนจากลูกจ้างเป็นนายจ้าง
ต้องทำงานได้หลากหลาย
เมื่อคุณเริ่มทำธุรกิจของตัวเอง หมายความว่าคุณไม่ได้มีหน้าที่และความรับผิดชอบเขียนไว้อย่างชัดเจนเหมือนเคย คุณจะต้องทำงานสารพัด และแก้ไขเหตุการณ์มากมายที่ไม่คาดคิด (โดยเฉพาะในช่วงเริ่มต้นใหม่ๆ) สมัยเป็นลูกจ้างคุณจะชินกับงานที่เดาได้ว่าวันพรุ่งนี้จะต้องทำอะไร แต่การเป็นเจ้าของธุรกิจนั้นตรงกันข้ามโดยสิ้นเชิง นอกจากนี้แล้วเมื่อคุณทำธุรกิจเอง คุณจะไม่สามารถโยนปัญหาได้ คุณคนเดียวเท่านั้นที่จะต้องจัดการกับปัญหาไม่ว่าเล็กหรือใหญ่ และเป็นคนที่ต้องฟันธงตัดสินด้วย
ต้องมีความคิดสร้างสรรค์ใหม่ๆ เพื่อกระตุ้นตนเอง
การเป็นลูกจ้างนั้นคุณทำตามที่คนอื่นสั่งให้ทำไม่ว่าจะเป็นทางตรงหรือทางอ้อม คุณจะชินกับการทำตามคำสั่งของคนอื่น แต่เมื่อตัดสินใจจะเป็นเจ้าของธุรกิจ คุณเท่านั้นที่สั่งตัวเอง ไม่ใช่นั่งรอให้ลูกค้าเดินเข้ามาหาหรือมีคนเอาใบสั่งซื้อของมาส่งให้ตรงหน้า ต่อนี้ไปจะไม่มีใครเอางานมาวางให้ที่โต๊ะทำงานคุณหรือบอกว่าคุณจะต้องทำอะไร และเสร็จเมื่อไหร่ การเปลี่ยนแปลงนี้เป็นเรื่องที่ยากที่สุดสำหรับหลายๆคนที่ก้าวเข้ามาเป็น เจ้าของธุรกิจภายหลังจากเป็นมนุษย์เงินเดือนมานานแสนนาน
ต้องรู้จักมองหาโอกาส และคว้าไว้
ลูกจ้างส่วนใหญ่ทำงานตามที่ได้รับมอบหมาย โดยที่มีคนคอยดูโอกาสทางธุรกิจให้ เช่น ผู้บริหารหรือแผนกขายในบริษัทใหญ่ๆ แต่ในธุรกิจส่วนตัวคุณต้องเป็นคนคอยมองหาโอกาสนั้นเองและต้องมองเป็นด้วย ไม่ปล่อยให้โอกาสหลุดมือไป เช่น การหาช่องทางวางขายสินค้าของคุณในซุปเปอร์มาร์เก็ตใหญ่ๆ หรือร้านสะดวกซื้อ เมื่อเป็นลูกจ้างคุณ “ก้มหน้าก้มตา”ทำงาน แต่เมื่อเป็นเจ้าของธุรกิจแล้วคุณต้อง “เงยหน้าเงยตา”ทำงานและมองหาโอกาสทางธุรกิจใหม่ๆอย่างต่อเนื่อง
ต้องรู้จักวางแผนงานล่วงหน้า
หากคุณต้องการเป็นนายตัวเองล่ะก็ ต้องเริ่มพัฒนาทักษะในการวางแผนงานทั้งระยะสั้นและระยะยาวได้แล้ว เพราะมันจะเข้ามาเป็นส่วนสำคัญในชีวิตคุณนับจากนี้ไป งานแรกที่ต้องทำเมื่อจะเริ่มธุรกิจก็คือ การวางแผนธุรกิจและเมื่อธุรกิจเริ่มดำเนินการคุณจะพบว่าแผนที่วางไว้ในระยะ ยาวนี้อาจต้องมีการเปลี่ยนแปลงปรับปรุงบ้าง ต่างจากการทำงานตามแผนที่คนอื่นกำหนดใว้ให้เมื่อเป็นลูกจ้าง คุณต้องเปลี่ยนมาเป็นคนกำหนดแผนขึ้นเองและต้องสามารถปรับแผนให้เข้ากับสภาพ ปัจจุบันและสถานการณ์ที่อาจจะเกิดขึ้นโดยไม่ได้คาดคิดไว้ได้
ต้องอดทน และไม่ขี้เกียจ
ภาพมนุษย์เงินเดือนที่ทำงานไปวันๆ รอจนกระทั่งวันเกษียณนึกออกได้ไม่ยาก การทำธุรกิจไม่สบายอย่างนั้นเพราะคุณต้องให้เวลา 100 เปอร์เซนต์ที่คุณมีอยู่เลยทีเดียว คุณต้องทำให้ลูกค้ารู้ว่าคุณอุทิศแรงกายแรงใจและเวลาทั้งหมดที่มีให้ธุรกิจ และใส่ใจพวกเขา ที่หนักยิ่งกว่านี้ก็คือ คุณต้องทำงานอย่างอดทน หากเจ็บป่วยนิดหน่อยคุณไม่สามารถ “โทรฯ ไปลาป่วย” เหมือนการเป็นลูกจ้างได้ อีกอย่างที่อยากฝากไว้ก็คือ คุณบอกลาวันหยุดนักขัตฤกษ์หรือหยุดสุดสัปดาห์ไปได้เลย การเป็นเจ้าของธุรกิจแปลว่าคุณต้องทำงานทุกวันไปจนกว่าธุรกิจจะดำเนินไปได้ดีถึงขั้นที่คุณสามารถจัดการทุกอย่างให้เข้าที่ได้แล้ว
ต้องรับกับความไม่แน่นอนให้ได้
สำหรับผู้ประกอบการรายใหม่แล้ว ไม่มีอะไรที่จะรับประกันว่าสินค้าหรือบริการของคุณจะติดตลาดภายในหกเดือนนับ จากวันนี้ ไม่มีอะไรรับประกันว่าลูกค้าจะจ่ายเงินตรงเวลา ไม่มีอะไรรับประกันว่าลูกค้ารายใหญ่ที่แสนจะชอบคุณในวันนี้จะไม่เปลี่ยนไป ใช้บริการจากบริษัทอื่นในอาทิตย์หน้า ไม่มีอะไรจะรับประักันว่าคุณจะมีรายได้เท่าไรในแต่ล่ะเดือน สำหรับอดีตมนุษย์เงินเดือนที่เคยได้รับเงินเดือนเข้าบัญชีตรงเวลา ความไม่แน่นอนแบบนี้เป็นสิ่งที่ทำใจรับได้ยากมากเหมือนกัน
ต้องทำงานได้หลากหลาย
เมื่อคุณเริ่มทำธุรกิจของตัวเอง หมายความว่าคุณไม่ได้มีหน้าที่และความรับผิดชอบเขียนไว้อย่างชัดเจนเหมือนเคย คุณจะต้องทำงานสารพัด และแก้ไขเหตุการณ์มากมายที่ไม่คาดคิด (โดยเฉพาะในช่วงเริ่มต้นใหม่ๆ) สมัยเป็นลูกจ้างคุณจะชินกับงานที่เดาได้ว่าวันพรุ่งนี้จะต้องทำอะไร แต่การเป็นเจ้าของธุรกิจนั้นตรงกันข้ามโดยสิ้นเชิง นอกจากนี้แล้วเมื่อคุณทำธุรกิจเอง คุณจะไม่สามารถโยนปัญหาได้ คุณคนเดียวเท่านั้นที่จะต้องจัดการกับปัญหาไม่ว่าเล็กหรือใหญ่ และเป็นคนที่ต้องฟันธงตัดสินด้วย
ต้องมีความคิดสร้างสรรค์ใหม่ๆ เพื่อกระตุ้นตนเอง
การเป็นลูกจ้างนั้นคุณทำตามที่คนอื่นสั่งให้ทำไม่ว่าจะเป็นทางตรงหรือทางอ้อม คุณจะชินกับการทำตามคำสั่งของคนอื่น แต่เมื่อตัดสินใจจะเป็นเจ้าของธุรกิจ คุณเท่านั้นที่สั่งตัวเอง ไม่ใช่นั่งรอให้ลูกค้าเดินเข้ามาหาหรือมีคนเอาใบสั่งซื้อของมาส่งให้ตรงหน้า ต่อนี้ไปจะไม่มีใครเอางานมาวางให้ที่โต๊ะทำงานคุณหรือบอกว่าคุณจะต้องทำอะไร และเสร็จเมื่อไหร่ การเปลี่ยนแปลงนี้เป็นเรื่องที่ยากที่สุดสำหรับหลายๆคนที่ก้าวเข้ามาเป็น เจ้าของธุรกิจภายหลังจากเป็นมนุษย์เงินเดือนมานานแสนนาน
ต้องรู้จักมองหาโอกาส และคว้าไว้
ลูกจ้างส่วนใหญ่ทำงานตามที่ได้รับมอบหมาย โดยที่มีคนคอยดูโอกาสทางธุรกิจให้ เช่น ผู้บริหารหรือแผนกขายในบริษัทใหญ่ๆ แต่ในธุรกิจส่วนตัวคุณต้องเป็นคนคอยมองหาโอกาสนั้นเองและต้องมองเป็นด้วย ไม่ปล่อยให้โอกาสหลุดมือไป เช่น การหาช่องทางวางขายสินค้าของคุณในซุปเปอร์มาร์เก็ตใหญ่ๆ หรือร้านสะดวกซื้อ เมื่อเป็นลูกจ้างคุณ “ก้มหน้าก้มตา”ทำงาน แต่เมื่อเป็นเจ้าของธุรกิจแล้วคุณต้อง “เงยหน้าเงยตา”ทำงานและมองหาโอกาสทางธุรกิจใหม่ๆอย่างต่อเนื่อง
ต้องรู้จักวางแผนงานล่วงหน้า
หากคุณต้องการเป็นนายตัวเองล่ะก็ ต้องเริ่มพัฒนาทักษะในการวางแผนงานทั้งระยะสั้นและระยะยาวได้แล้ว เพราะมันจะเข้ามาเป็นส่วนสำคัญในชีวิตคุณนับจากนี้ไป งานแรกที่ต้องทำเมื่อจะเริ่มธุรกิจก็คือ การวางแผนธุรกิจและเมื่อธุรกิจเริ่มดำเนินการคุณจะพบว่าแผนที่วางไว้ในระยะ ยาวนี้อาจต้องมีการเปลี่ยนแปลงปรับปรุงบ้าง ต่างจากการทำงานตามแผนที่คนอื่นกำหนดใว้ให้เมื่อเป็นลูกจ้าง คุณต้องเปลี่ยนมาเป็นคนกำหนดแผนขึ้นเองและต้องสามารถปรับแผนให้เข้ากับสภาพ ปัจจุบันและสถานการณ์ที่อาจจะเกิดขึ้นโดยไม่ได้คาดคิดไว้ได้
ต้องอดทน และไม่ขี้เกียจ
ภาพมนุษย์เงินเดือนที่ทำงานไปวันๆ รอจนกระทั่งวันเกษียณนึกออกได้ไม่ยาก การทำธุรกิจไม่สบายอย่างนั้นเพราะคุณต้องให้เวลา 100 เปอร์เซนต์ที่คุณมีอยู่เลยทีเดียว คุณต้องทำให้ลูกค้ารู้ว่าคุณอุทิศแรงกายแรงใจและเวลาทั้งหมดที่มีให้ธุรกิจ และใส่ใจพวกเขา ที่หนักยิ่งกว่านี้ก็คือ คุณต้องทำงานอย่างอดทน หากเจ็บป่วยนิดหน่อยคุณไม่สามารถ “โทรฯ ไปลาป่วย” เหมือนการเป็นลูกจ้างได้ อีกอย่างที่อยากฝากไว้ก็คือ คุณบอกลาวันหยุดนักขัตฤกษ์หรือหยุดสุดสัปดาห์ไปได้เลย การเป็นเจ้าของธุรกิจแปลว่าคุณต้องทำงานทุกวันไปจนกว่าธุรกิจจะดำเนินไปได้ดีถึงขั้นที่คุณสามารถจัดการทุกอย่างให้เข้าที่ได้แล้ว
ต้องรับกับความไม่แน่นอนให้ได้
สำหรับผู้ประกอบการรายใหม่แล้ว ไม่มีอะไรที่จะรับประกันว่าสินค้าหรือบริการของคุณจะติดตลาดภายในหกเดือนนับ จากวันนี้ ไม่มีอะไรรับประกันว่าลูกค้าจะจ่ายเงินตรงเวลา ไม่มีอะไรรับประกันว่าลูกค้ารายใหญ่ที่แสนจะชอบคุณในวันนี้จะไม่เปลี่ยนไป ใช้บริการจากบริษัทอื่นในอาทิตย์หน้า ไม่มีอะไรจะรับประักันว่าคุณจะมีรายได้เท่าไรในแต่ล่ะเดือน สำหรับอดีตมนุษย์เงินเดือนที่เคยได้รับเงินเดือนเข้าบัญชีตรงเวลา ความไม่แน่นอนแบบนี้เป็นสิ่งที่ทำใจรับได้ยากมากเหมือนกัน
สมัครสมาชิก:
บทความ (Atom)

